X AXIS WITH BLEEDING MECHANISM AND BELT TENSIONER
prusaprinters
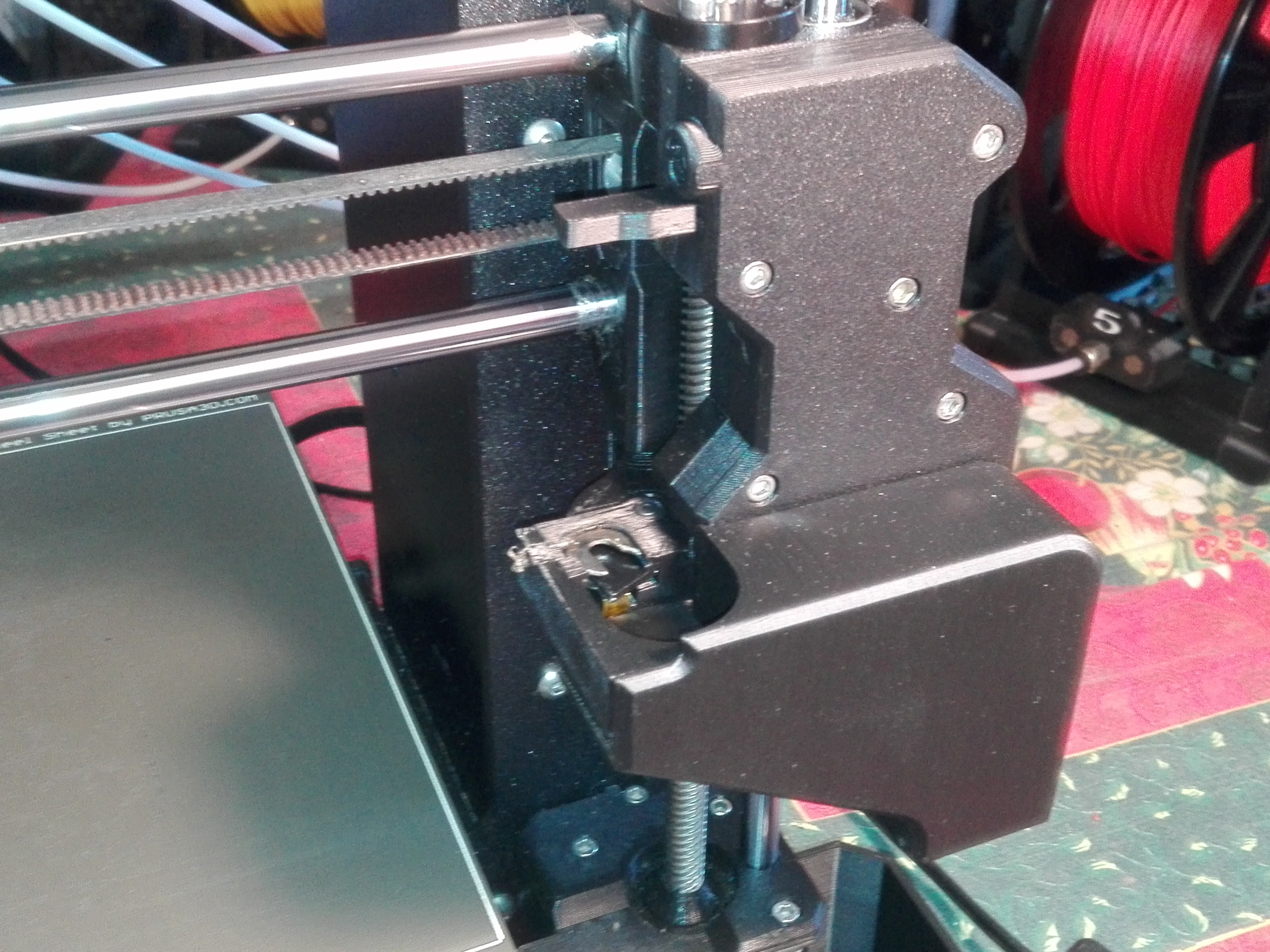
<p>Ho progettato la mia versione dell'asse X comprensivo del tensionatore della cinghia e del <strong>meccanismo di spurgo integrato nel carrello</strong>.</p><p>Ecco alcuni video del funzionamento con filamento ABS:</p><figure class="media"><oembed url="https://www.youtube.com/watch?v=_LbYUNO54Mk"></oembed></figure><figure class="media"><oembed url="https://youtu.be/dwW5XPNLAxE"></oembed></figure><p> </p><p> Il meccanismo di spurgo può anche essere omesso e aggiunto in seconda istanza.</p><p>Ho preso idea dal meccanismo di BigBrain3D : <a href="https://www.prusaprinters.org/prints/14159-the-original-retractable-purge-mechanism-for-multi">https://www.prusaprinters.org/prints/14159-the-original-retractable-purge-mechanism-for-multi</a> .</p><p>Il meccanismo è progettato in modo che sia robusto, durevole e spero anche “elegante”.</p><p><strong>Supporto Motore:</strong></p><p>Nel supporto del motore si può inserire un cuscinetto<strong> 625ZZ 5x16x5mm </strong>(non indispensabile),<strong> </strong>per diminuire il carico sull'asse del motore. Per avere meno torsioni, ho messo una seconda boccola filettata in contrapposizione a quella originale. Il pezzo è nei file di stampa. Anche questa non è indispensabile ma consiglio di stamparla (in ABS o PC) e avvitarla senza sforzare sulla madrevite dell'asse Z.</p><p>Due viti M3 sul fianco e una sul fondo del supporto, danno la possibilità di ancorare, sull'asse, telecamere o quant'altro.</p><p>La puleggia della cinghia deve essere fissata a misura, prima che il motore venga avvitato al suo supporto. </p><p>Sia nel supporto motore, lato Sx che in quello del meccanismo di spurgo EXTRACTOR, , lato Dx, si possono mettere 2+2 cuscinetti lineari normali o, meglio, un cuscinetto lungo e uno normale in entrambi i lati (soluzione consigliata).</p><p><strong>Supporto meccanismo di spurgo EXTRACTOR:</strong></p><p>In questo supporto sono previsti i dadi per l'accoppiamento con la parte EXTRACTOR.</p><p>Oltre ai dadi per la boccola filettata e gli accoppiamenti frontali, ci sono da inserire, in fase di stampa, altri 3 dadi nella parte inferiore. Il dado nella parte retrostante serve per inserire il perno della leva Flicker, quelli a destra, sotto, servono per attaccare o la gonna o lo scivolo di scarico.</p><p><strong>NOTE di STAMPA - CARRELLI ASSE X:</strong></p><p>I pezzi vanno posizionati con la parte superiore sul letto di stampa.</p><p><strong>IMPORTANTE:</strong></p><p>Sia i dadi esagonali che trattengono le boccole filettate dell'asse Z che i dadi quadrati degli agganci, <strong>vanno inseriti durante la fase di stampa</strong>. <strong>Fate attenzione a dare le giuste pause !!!</strong></p><p>Verificate attentamente, dopo il primo slicing, dove mettere le varie pause di stampa.</p><p>Per le parti del meccanismo di spurgo non ci sono problemi di stampa.</p><p><strong>Attenzione:</strong></p><p> Nei files STL, la leva <strong>FLICKER</strong> e la leva<strong> ARM</strong>, hanno il foro del perno con diametro 4mm. per permettere l'inserimento di una boccola di ottone. Io ho usato un inserto M3 che poi ho forato con punta da 3mm. Se non volete mettere le boccole, dovrete ridurre il foro a 3 mm.</p><p><strong>MATERIALI PARTICOLARI:</strong></p><p>Oltre alle varie viti e dadi comuni M3 che non mi dilungo ad elencare, servono i seguenti materiali, non comuni ma tutti di facile reperibilità:</p><p>N°. 2 - Molle a trazione diametro 5mm. Si trovano anche nelle confezioni da 200 molle cinesi o in ferramenta. Vedi le fotografie per un'idea della lunghezza e posizione.</p><p>N°. 2 - Chiodini in acciaio (ottonati o neri), tagliati a giusta lunghezza in base alla profondità del foro nel supporto. Servono a trattenere le molle dalla parte opposta alla leva ARM.</p><p>N°. 2 - Viti a brugola M2 x 10mm. Servono come perni nel leveraggio del Catcher.</p><p>N°. 2 - Dadi M2 autobloccanti. Servono per bloccare i perni nel leveraggio del Catcher.</p><p>N°. 1 Rondella foro 4mm. triplo diametro. (foro 4mm. esterno 12mm. - Meglio se inox). Vedi foto per dettaglio di taglio.</p><p>N°. 1 - Comune puntina da disegno colorata a cui si deve levare il cappuccio colorato. Tagliare il perno in modo che non fuoriesca dal Catcher. </p><p>N°. 1 rotolo nastro (viene venduto a rotolo) Kapton da 3 o 4 millimetri di larghezza.</p><p>N°. 1 - Grasso al silicone (ferramenta). Non indispensabile ma utile metterlo negli scorrimenti delle leve.</p><p>N°. 1 - Alluminio adesivo (meglio se è nero). Per ricoprire la punta della Flicker Lever. Vedi foto.</p><p> </p><p><strong>MONTAGGIO:</strong></p><p>Il montaggio è semplice. </p><p>Allego fotografie che penso siano esaustive. </p><p>Date uno sguardo al meccanismo di BigBrain3D, il principio è lo stesso.</p><p><strong>SOFTWARE:</strong></p><p>Lo script di “vintagepc https://github.com/vintagepc/RPM-Post” fatto per far funzionare il meccanismo di BigBrain3D, permette di avere le sequenze di spurgo usando i parametri impostati in PrusaSlicer in base al tipo di filamento usato e in modo automatico. Questo consente di avere la corretta punta sul filamento estratto.</p><p>Lo script di "vintagepc", che fa un lavoro eccezionale, non è stato però rifinito ma può essere usato come viene usato nel meccanismo di BB3D.</p><p>Personalmente ho messo mani a questo software cercando di implementarlo per renderlo più elastico e compatibile con il sistema di spurgo <strong>EXTRACTOR</strong>.</p><p>Premetto che <strong>NON </strong>mi assumo nessuna responsabilità per l'uso dello script.</p><p>Chi esegue il mio progetto potrà richiedermelo. Lo invierò con tutte le note di installazione e uso.</p><p><strong>Caratteristiche script Extractor.py:</strong></p><ol><li>Posizione X di spurgo (unico dato dello script ufficiale).</li><li>Posizione Z di spurgo. Z. Minimo 15mm. sotto tale soglia il meccanismo sbatte sul letto riscaldato.</li><li>Si può impostare la corrente del motore X, durante le fasi di spurgo.</li><li>Si può impostare la lunghezza di estrusione.</li><li>Con Extra Bump in on viene aggiunto un colpo extra</li><li>Attende il raggiungimento delle temperature di spurgo (utile se si usano materiali diversi).</li><li>Impostazione tempo raffreddamento in percentuale alla temperatura del filamento.</li></ol><p>Esempio:</p><p>; EXTRACTOR_X = 252.2<br>; EXTRACTOR_Z = 15.5 <br>; CURRENT_X = 450 <br>; PURGE_SIZE = 45 <br>; EXTRA_BUMP = OFF <br>; WAIT_TEMPERATURE = ON<br>; FAN_PERCENTAGE = 6.7 </p><p> Durante lo spurgo viene usata la massima temperatura assegnata al filamento interessato.</p><p>La ventola di stampa viene ripristinata, se attivata in base al filamento interessato.</p><p> </p><p><strong>NOTA:</strong></p><p>Per chi avesse, come ASSE-Z, usato il mio progetto: <a href="https://www.prusaprinters.org/prints/62419-asse-z-con-cuscinetto-supporti-rinforzati-e-nuovi-">https://www.prusaprinters.org/prints/62419-asse-z-con-cuscinetto-supporti-rinforzati-e-nuovi-</a> , allego il file modificato per il supporto Motore Z destro.</p><p> </p><p>L'estrusore, visibile nelle foto è il mio progetto: <a href="https://www.prusaprinters.org/prints/69920-estrusore-mk3s-con-ventola-verticale-carrello-x-co">https://www.prusaprinters.org/prints/69920-estrusore-mk3s-con-ventola-verticale-carrello-x-co</a> con ventola in verticale.</p><p>Se viene usato un estrusore con ventola inclinata, probabilmente va a toccare lo scivolo di scarico. In tal caso ci sono due soluzioni:</p><p>1 ) - Stampare il mio estrusore con ventola diritta, sensore filamento senza torretta e led di segnalazione filamento.</p><p>2 ) - Rinunciare allo scivolo di scarico e al suo posto usare la gonna, la quale impedisce che dei blob si vadano a depositare, quando espulsi, sopra il motore o vicino alla vite del motore.</p><p>Lo scivolo o la gonna vanno avvitati sotto l' X-End Idler.</p><p>------------------------------------</p><p><strong>Varie:</strong></p><p>Nella parte inferiore dell' X-End Idler c'è un foro in più che al momento non viene utilizzato.</p><p><strong>NON serve disabilitare il rilevamento di impatto !</strong></p><p>------------------------------------</p><p>Penso sia tutto, buon lavoro!</p>
With this file you will be able to print X AXIS WITH BLEEDING MECHANISM AND BELT TENSIONER with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on X AXIS WITH BLEEDING MECHANISM AND BELT TENSIONER.