Test 3 with Iglidur i150-PF filament
prusaprinters
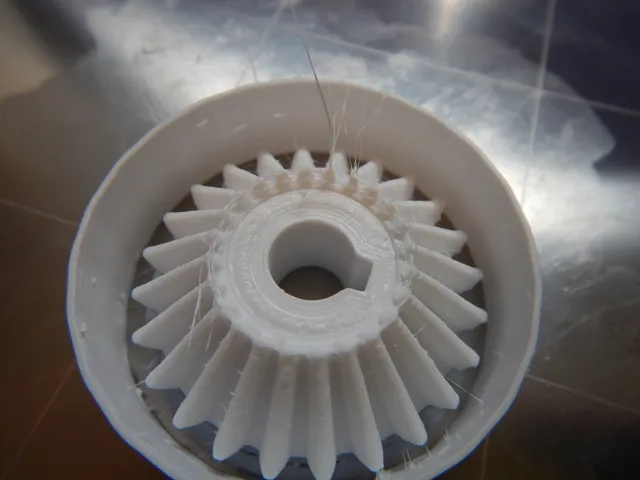
This is the third test of a series with the filament of Igus: Iglidur i150-PF. https://www.igus.eu/product/12404. I used the following hardware: steel sheet (a steel sheet without coating). enclosed printer with ventilation control with an ambient temperature of 22C. 0.6mm nozzle Note that I always store the igus filament in a drybox (with filament buffer inside the drybox, see https://www.prusaprinters.org/prints/39795-mmu2-filament-buffer-and-spool-within-an-ikea-dryb) So even during printing it is in the drybox. Changes made to test 1 are: I did a cold pull with PLA to clean the nozzle (was clean) 3 layers of glue with drying in between on one heated bed. Lowered the extrusion temperature for the first layer to 240C and for the other layers to 230C. Enabled the cooling to a fan speed of 20% (first 4 layers off). Retraction Length changed to 1 mm (was 0.6) Minimum travel after retraction: changed to 1 mm. My observations are these: Beginning of the first layer does not stick to the bed. (see picture). This can result in a clash with the nozzle, causing a complete ripped off first layer. Reduced warping upwards of the sharp gear tips (at the beginning and the end). (increase cooling fan speed?) String on the filament tip after unloading (more than test 2) Still small holes in the draft shield (why?) More stringing between the gears at the top, where the minimum travel between the gears is lowest (reduce the parameter 'Minimum travel after retraction' to zero ?). Print sticks good to the print bed and was easy to remove (better than test 2) some small blobs on the nozzle during the first layer This is the reply from Igus (thanks Niklas): Hi Bas, thank you for making the effort of fine-tuning your profile and sharing with the community. • to reduce the amount of stringing, you could further increase the retraction setting (try 1,5 mm). • to combat the holes at the beginning of lines, you might play around with the "extra length on restart" setting for Retraction. I suppose that, in combination with the oozing and stringing, there might be some material missing at the start of a line. • While you have kept the material dry at all times, I would still like to see if drying makes a difference - it always does in my experience. There is no 100 % control over moisture in the filament, even with new material. • how far is print speed decreased for these small islands where the gear teeth run out (top of the print)? There is a very small amount of material deposited which might be difficult to control at higher speeds, so lowering the speed for small sections might help - too slow however, and these small sections will melt and lose form. Best regards, Niklas Mit freundlichen Grüßen / Best Regards Niklas Eutebach M. Eng. Entwicklungsingenieur Additive Fertigung Development Engineer Additive Manufacturing igus® GmbH
With this file you will be able to print Test 3 with Iglidur i150-PF filament with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on Test 3 with Iglidur i150-PF filament.