Small Temptowers+wait for Tempchange with retraction
prusaprinters
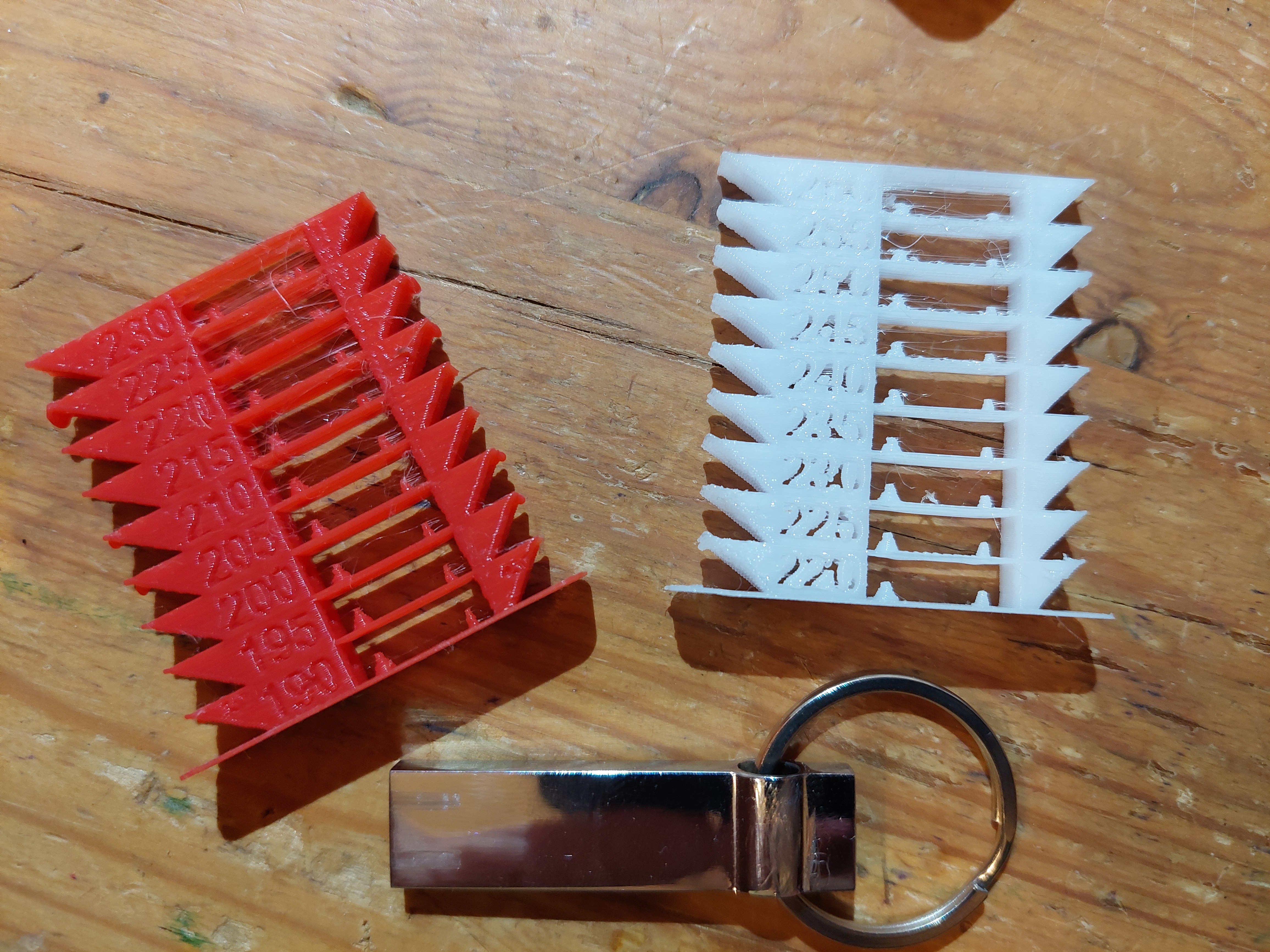
<p>Like me, if you dont have time, or just not enough filament, just use the smaller Temptowers.</p><p>Based on the "All in One Temperature & Bridging Tower - PLA & PETG GCode included" from Tronnic, and the remix “Prusa Mini Temptower for PLA, wait for temperature change before continuing the print” from hedo with commands to wait for the hotend to heat up before continuing the print, I <br>- made a smaller versions, to print faster with less filament<br>- added a retraction while waiting to head up to avoid any filament running out</p><p>Either use the gcodes or just put in the gcode before slicing:</p><p>PrusaSlicer - Expert mode, <br>tab "Print Settings", section "Before layer change G-code"<br>In default settings this section contains the code:</p><p>;BEFORE_LAYER_CHANGE<br>G92 E0.0<br>;[layer_z]</p><p>Then in addition I added commands on top make a retraction and to avoid running filament, while waiting to head up:</p><p>For PETG paste this code in:<br>{if layer_z==0.40}<br>G1 E-4 F900 ; retract 2mm at 15mm/sec <br>M104 S220 ; set extruder temp<br>M109 S220 ; wait for extruder temp {endif}<br>{if layer_z==5.40} <br>G1 E-4 F900 ; retract 2mm at 15mm/sec<br>M104 S225 ; set extruder temp<br>M109 S225 ; wait for extruder temp {endif}<br>{if layer_z==10.40} <br>G1 E-4 F900 ; retract 2mm at 15mm/sec<br>M104 S230 ; set extruder temp<br>M109 S230 ; wait for extruder temp {endif}<br>{if layer_z==15.40} <br>G1 E-4 F900 ; retract 2mm at 15mm/sec<br>M104 S235 ; set extruder temp<br>M109 S235 ; wait for extruder temp {endif}<br>{if layer_z==20.20}<br>G1 E-4 F900 ; retract 2mm at 15mm/sec <br>M104 S240 ; set extruder temp<br>M109 S240 ; wait for extruder temp {endif}<br>{if layer_z==25.20} <br>G1 E-4 F900 ; retract 2mm at 15mm/sec<br>M104 S245 ; set extruder temp<br>M109 S245 ; wait for extruder temp {endif}<br>{if layer_z==30.20} <br>G1 E-4 F900 ; retract 2mm at 15mm/sec<br>M104 S250 ; set extruder temp<br>M109 S250 ; wait for extruder temp {endif}<br>{if layer_z==35.20} <br>G1 E-4 F900 ; retract 2mm at 15mm/sec<br>M104 S255 ; set extruder temp<br>M109 S255 ; wait for extruder temp {endif}<br>{if layer_z==40.00} <br>G1 E-4 F900 ; retract 2mm at 15mm/sec<br>M104 S260 ; set extruder temp<br>M109 S260 ; wait for extruder temp {endif}</p><p>For PLA paste this code in:<br>{if layer_z==0.40}<br>G1 E-4 F900 ; retract 2mm at 15mm/sec <br>M104 S190 ; set extruder temp<br>M109 S190 ; wait for extruder temp {endif}<br>{if layer_z==5.40}<br>G1 E-4 F900 ; retract 2mm at 15mm/sec <br>M104 S195 ; set extruder temp<br>M109 S195 ; wait for extruder temp {endif}<br>{if layer_z==10.40}<br>G1 E-4 F900 ; retract 2mm at 15mm/sec <br>M104 S200 ; set extruder temp<br>M109 S200 ; wait for extruder temp {endif}<br>{if layer_z==15.40}<br>G1 E-4 F900 ; retract 2mm at 15mm/sec <br>M104 S205 ; set extruder temp<br>M109 S205 ; wait for extruder temp {endif}<br>{if layer_z==20.20}<br>G1 E-4 F900 ; retract 2mm at 15mm/sec <br>M104 S210 ; set extruder temp<br>M109 S210 ; wait for extruder temp {endif}<br>{if layer_z==25.20}<br>G1 E-4 F900 ; retract 2mm at 15mm/sec <br>M104 S215 ; set extruder temp<br>M109 S215 ; wait for extruder temp {endif}<br>{if layer_z==30.20}<br>G1 E-4 F900 ; retract 2mm at 15mm/sec <br>M104 S220 ; set extruder temp<br>M109 S220 ; wait for extruder temp {endif}<br>{if layer_z==35.20}<br>G1 E-4 F900 ; retract 2mm at 15mm/sec <br>M104 S225 ; set extruder temp<br>M109 S225 ; wait for extruder temp {endif}<br>{if layer_z==40.00}<br>G1 E-4 F900 ; retract 2mm at 15mm/sec <br>M104 S230 ; set extruder temp<br>M109 S230 ; wait for extruder temp {endif}</p><p>I also can do for ABS, but i just cannot test it. Let me know :) </p>
With this file you will be able to print Small Temptowers+wait for Tempchange with retraction with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on Small Temptowers+wait for Tempchange with retraction.