Simax3D Iron M1 Y Axis Linear Rail Conversion
prusaprinters
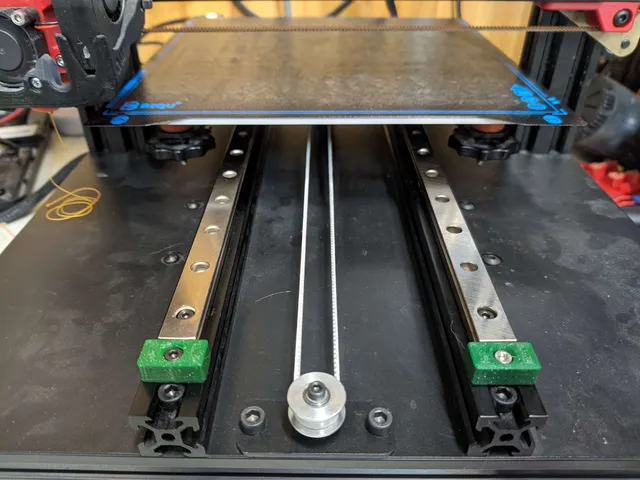
This is my Y axis conversion for the Simax3D Iron M1 printer; I did this to compliment my X axis Linear rail conversion. You will need the following parts:2 x MGN12H 300mm Linear Rails10 x 2020 M3 drop in nuts or T nuts.10 x M3x10 ~ 12 SHCS1 x M5x30 BHCS1 x M5x40 SHCS1 x M5 nut.1 x Drill Guidem 3D printed.2 x 2020 Rail Guides (From the Voron Switchwire, included for your convenience)4 x Rail end caps, 3D printed.1 x Y Axis Belt HolderYou will also need:1 x 3mm drill bit, or 1/8" drill bit. The 1/8" actually works better for this.1 Drill press if possible, or hand drill if not.1 x ½" or 12mm drill bit.The conversion goes like this:Put the X gantry half way up or so, just to get it out of the way and remove the bed from the Y carriage.The front pulley the Y belt is running on needs to be removed, so remove it. This will free up the Y belt, and allow you to unloop it from the stepper at the rear. Not the orientation of the Y carriage plate, it's not fully symetrical, and has a cutout for the Y axis pulleys.Slide the entire Y carriage off of the front of the printer. You might need to loosen the adjustable wheels to make it easier.With the Y carriage out, remove everything from it, wheels, and belts. You should be left with a flat plate of aluminium.Attach the drilling template you've printed using the 2 M5 bolts that attached the belt, to the Y carriage plate. Drill the 8 holes in the Y carriage plate. I suggest using some scrap wood and a drill press if you can, but a hand drill can work. Take your time lining up the drill bits, and take some time actually drilling the holes. The plate is aluminium, so it's easy enough to drill, but you need to pretty exact in the alignment of the holes.Remove the drilling template, and clean up the drilled holes with the larger drill bit. You want the holes to be flush to the plate on both sides.To mount the rails, mount two of the end stops right behind the forwards SHCS mounting the pair of 2020 rails the wheels ran on to the base. (See picture)I used 3 drop in nuts to mount my rails, but you can use t-nuts if you like too. Set your nuts in place, and mount your rails. Use the 2020 alignment guides from the Voron Switchwire to exactly centre the rails on the extrusion. With the rails against the stops at the front of the printer, and the guides in place, tighten the rails into place.Mount the remaining 2 end stops at the back of the rails to prevent the MGN12H carriages from rolling off the rails.The Y carriage plate is now going to be flipped over, front to back, to place the longer offset, previously pointing to the back of the printer, pointing to the front of the printer. This is to offset the bed for my Linear Rail X axis conversion, and E3D mount. If you're using the stock everything on the X axis, you can orient the Y carriage plate as it was previously.Using the new M5 bolts, mount the belt holder to the bottom of the carriage plate. Pay attention to the belt alignment, which loops to the left of center. The mount itself loops the belt over on itself, engage the teeth with each other, and pinching it while you run the bolt through the belt hole; similar to the original mount for the belts, but far more sturdy, and simpler to adjust the length of the belt. The longer M5 has a nut fully spun on to it, and is used at the back of the Y carriage to engage with the end stop switch for the Y axis. At some point I will design a Y belt tensioner, but for now, pay attention to the belt tension, and set it correctly before you actually bolt the carriage to the rails. It is much more work to remove the carriage and adjust this than it previously would have been. I recommend getting it all lined up, and mounting the front pulley to validate the tension before proceeding. Remove the pulley again before you move on to the next step.Put the rail carriages at the front end stops, and lineup the Y carriage plate over them. Run a screw into each side, just snug, not tight. Move the carriage across the full range, and check for any binding; it should be smooth. If it is not, check your rail alignment, use the centering jigs again at each end, and loosen the bolts mounting the rails. Move the carriage through it's range again, confirm it's smooth, and tighten the rails back down. Remove the jigs for the last time.Get the belt around the stepper, and confirm the SHCS mounting the belt at the rear engages with the Y axis endstop smoothly. If it does not, you may need another M5 nut or you may need to remove it altogether. On my printer I ended up using a BHCS M5x40, with a single nut, and it engages the end stop switch perfectly. confirm this before moving on.Bolt the remaining Y carriage plate screws into the linear rail carriages; all 8 of them, and tighten them. Confirm again the carriage moves smoothly at this point.Reinstall the front pulley for the Y axis belt, and confirm everything moves without binding still.At this point, re-install the heated bed, and adjust the Z end stop screw. I had to replace mine with a M3x40 SHCS, a couple of nylon M3 standoffs as spacers, with a washer on top, so the spring still provides reasonable tension. For the bed, tighten it down quite a lot, and set the Z endstop to stop the Z axis with the nozzle slightly above the bed.Fire up the printer, and home everything. Assuming that is successful, go ahead and heat soak the bed and hotend, and level the bed. I recommend using a 0.3mm feeler gauge, homing the Z axis, telling the Z axis to go to 0.3 (G0 Z0.3), and then move it between the 4 corners, and use the feeler guage to exactly adjust the bed relative to the nozzle. Be sure the bed adjusters were tightened most of the way already, and that your z end stop is stopping the nozzle ~1mm above the bed before you level it. To play it safe move Z to 5mm before moving it to other corners, and then back to 0.3mm at that corner to adjust the bed with the feeler gauge.At this point you may need to adjust your printer limits for any dimensional changes. I suggest dropping ~10mm from the Z axis to be safe there. Otherwise, run a test print and tune from there.The Z axis should now hold bed leveling far better than before, as well as being overall smoother on prints. As a bonus, the machine should be quieter now as well.
With this file you will be able to print Simax3D Iron M1 Y Axis Linear Rail Conversion with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on Simax3D Iron M1 Y Axis Linear Rail Conversion.