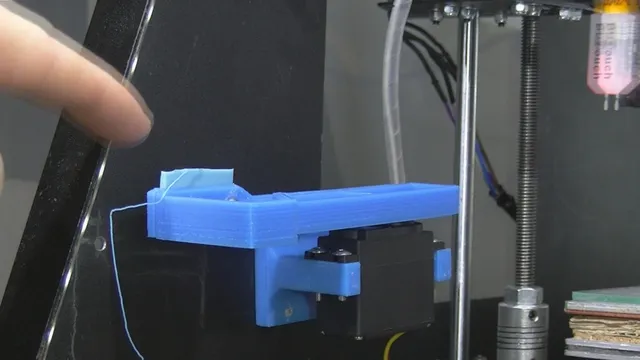
Servo driven nozzle wiper arm
prusaprinters
Servo driven nozzle wiper arm.Servo HiTec HS311 on RAMPS 1.4Electrical Spikes maybe an issue: Servomotor protection circuit test. A diode may fix this issue https://youtu.be/IierWEZ0SKU via @YouTubeNozzle cleaner wiper improved. Servo to move 3D Printed arm that wipe ooze from the nozzle Wire Brush to make it work a lot better :Nozzle cleaner wiper improved. Servo driven. 3D Printing https://youtu.be/lwQ_tgOPKMMeBay : 6 Pieces Brass Wire Brush Set for Cleaning Welding Slag and Rust Q2L5 https://www.ebay.co.uk/itm/28295962126STILL OOZING ISSUE For me!!! Fixed with wire brush see video above https://www.youtube.com/watch?v=TltG8CB8cbIStarted a full actual 3D print. This FAILED for me, ( Fixed with wire brush see video above), because even though it wiped my E3D v6 "Clone" nozzle clean the nozzle started to ozze quite significantly after the cleaning using this the Servo driven nozzle wiper arm method and that was even though I asked for an initial wiped of the nozzle and another wipe clean the nozzle after the Auto-Levelling routine.I most likely need a "real" E3D v6 and not the clone that I am using or/and try to print at a lower temperature than the 245 I am using for ABS.Servo driven nozzle wiper arm Good or Bad Fixed with wire brush see video above Servo driven nozzle wiper arm Testing odd, I believe issue I have are due to trying to directly supply power from the Servo port on the RAMPS board, this may not have enough power to control this Servo HS 311 reliably. https://youtu.be/QG8h34WXnKsThe "Extra tray Servo driven nozzle wiper arm.stl" is to acetone on to the single tray version if you want to.. For wiping both forward and backwards and trying to catch filament in.Generally the oozed filament catches on to the Silicon Brush. A Wire brush is a lot better Fixed with wire brush see video above. When the wiper arm moves to its forward parked position it may be removed.RAMPS does no seem to be able to reliably power this HS311 Servo. It may be best to generate your own 5V rail, (7805) from 12V. The RAMPS 5V rail doesnt really have enough power (causes the servo the twitch), which happens to me some times, well acting odd rebooting RAMPS, not running G-Gode in sequence, etc.... when pluging the HS311 Servo directly into the RAMPS board, even if 5 Volts is taken from vcc RAMPS PowerPlease Note: The Bracket for the HS311 Servo will most likely not be suitable your 3D Printer, the mounting holes and support arms are good for the HS 311 Servo.Hitec HS311 ServoMotor Type: Reliable Three-Pole Ferrite MotorBearing Type: NoneSpeed (4.8V/6.0V): 0.19 / 0.15 sec @ 60 deg.Torque oz./in. (4.8V/6.0V): 42 / 51Torque kg./cm. (4.8V/6.0V): 3.0 / 3.7Size in Inches: 1.57 x 0.78 x 1.43Size in Millimeters: 39.88 x 19.81 x 36.32Weight ounces: 1.51 Weight grams: 42.81I did have issues, but none seen in my latest test, include resetting RAMPS at different positions when the arm move to clean the nozzle...*When the 3D Printer, RAMPS, is first powered on the servo moving about 10°, I move to a Park position in my G-code, below.Maybe not enough Amps direct from the RAMPS board. Reading up suggest this is the case and the Servos should be powered from a separate 5 Volt supply.Extra infomation Marlin Wipe Nozzle command, the above uses G-Code to move the wiper arm and not the Marlin Wipe Nozzle command which may use 3D printer real estase.define NOZZLE_CLEAN_FEATUREClean Nozzle Feature -- EXPERIMENTALAdds the G12 command to perform a nozzle cleaning process.Added "Servo driven nozzle double wiper arm" this has a small extra tray to catch filament if you wish to wipe in the other direction as well.This is a Remix, with a BIG Thank You, of:-Servo driven nozzle wiper arm for delta printersby fjohn624, published Aug 6, 2015 https://www.thingiverse.com/thing:958642G-Code I used. Note you will to change this, it is just a basic to get you started.Setting Nozzle Height will need changing for your 3D printer and wiper are heights, etc.This is a different G-Code movement method to the original, (by by fjohn624), which may be much, much better than mine below. I need to do more testing.For example adding a purge some filament into the wiper tray and retraction...Uses a Servo under G-Code, in Start G-Gode of 3D printing to move an arm with a piece of silicon attached to clean ooze, Silicon Brush, a Wire brush maybe better, from the Hot End nozzle, (a wire brush may be better, example https://youtu.be/y3l7kjuVhro ).; Servo Nozzle Clean Test; MessageM117 Servo Nozzle Clean TestG21 ; set units to millimetersG90 ; use absolute coordinates; Make sure Wiper Arm is Parked forward at the front of the printer out of the wayM280 P1 S 180; Home all axes. Note No heat; Will move to center for BLTouch Smart ProbeG28; Move Z Up to to Nozzle Wipe Height.; Place the Nozzle in the correct Z position for wiping; NOTE the Wiper Silicon piece should only just scrape the top edge against the Nozzle; Any higher and the wiper arm, Wiper Silicon piece, may jam against the Nozzle causing the 3D printer to rebootG1 Z 48.00 F2500; Home X. Place the Nozzle in the correct X position for wipingG28 X; Purging Filament part; Move Wiper Arm just before wiping the nozzle; This place the Tray on the wiper arm bebow the nozzle; Ready to catch any ooze as the nozzle heats upM280 P1 S40; #######################################################; Heating Starting would go here. Wait for Temperature; #######################################################; Set extruder Temperature (waits till reached). 245 is my normal ABS hot end settingM109 S245; Reset Extuder. Any pervious feeding may cause the feeder to feed backwards otherwise; G92 Ennn new extruder positionG92 E0; Feed Filament 10mm into the Wiper Tray to Purge the nozzleG1 E 10 F300; Pause for four second to wait any ooze from purge; Dwell command millisconds G4 P60000 is one minuteG4 P4000; Retraction 2mm Recommended Maximun for E3D v6. To try to stop any oozeG1 E -2 F300; Pause for one more second after Retraction to wait any ooze from purge; Dwell command millisconds G4 P60000 is one minuteG4 P1000; Move Wiper Arm just after the nozzle. This will actually wipe the nozzle.; NOTE: 25 is the Maximun able to move, close to the Threaded Rods, etc...M280 P1 S 25; Pause for wiper to move, half a second; Dwell command millisconds G4 P60000 is one minuteG4 P500; Move Z Up move the Nozzle above the Wipe Height ready to move back to park positionG1 Z 60.00 F2500; Pause for 2 seconds to wait for the printer nozzle to move up, above command, before moving the wiper arm back to it's park position; Dwell command millisconds G4 P60000 is one minuteG4 P2000; Move Wiper Arm to Parked forward at the front of the printer out of the wayM280 P1 S180; Pause for wiper to move, half a second; Dwell command millisconds G4 P60000 is one minuteG4 P500; Finished Servo Nozzle Clean Test; MessageM117 End Servo Nozzle Clean Test; Doing some X carrage movements to simulate 3D printing; Make sure it has not tripped, reset the RAMPS, etcG1 XO Y0 F12500 ; LeftG1 X245 Y0 F12500 ; RightG1 XO Y0 F12500 ; LeftG1 X245 Y0 F12500 ; RightG1 XO Y0 F12500 ; LeftG1 X245 Y0 F12500 ; RightG1 XO Y0 F12500 ; LeftG1 X245 Y0 F12500 ; RightG1 XO Y0 F12500 ; LeftG1 X245 Y0 F12500 ; RightCategory: 3D Printer Accessories
With this file you will be able to print Servo driven nozzle wiper arm with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on Servo driven nozzle wiper arm.