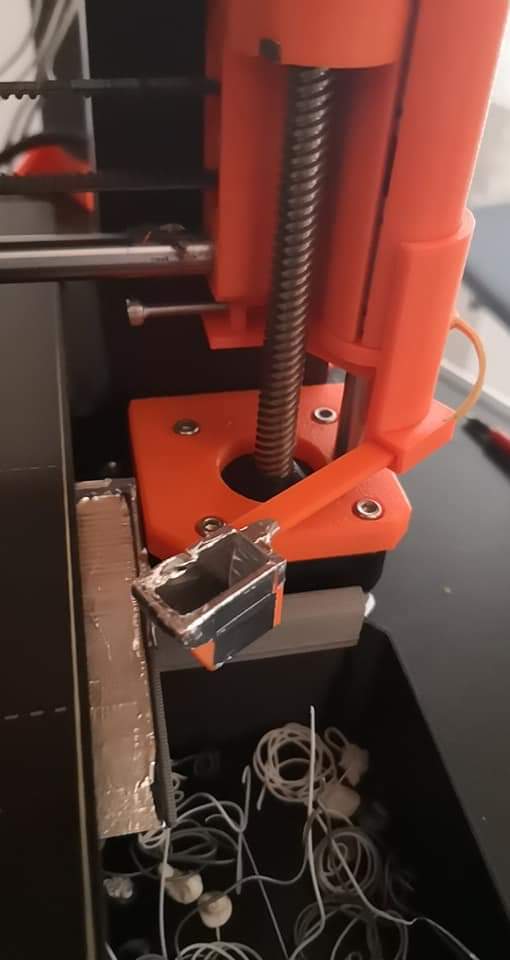
Prusa MK3S MMU2S purge bucket _OBSOLETE
prusaprinters
<p>Please go to Remix. A new version is available.(<a href="https://www.prusaprinters.org/fr/prints/50588-prusa-mk3s-mmu2s-purge-bucket-_new-version">https://www.prusaprinters.org/fr/prints/50588-prusa-mk3s-mmu2s-purge-bucket-_new-version</a>)</p> <p>////////////////////////////////////////////////////////<br/> 2 versions disponibles / 2 versions available:</p> <ul> <li><p>Version 1 : Holder + Jammer (nécessite 1 vis M3x16 et un écrou M3 / need 1 screw M3x16 and 1 nut M3)</p> </li> <li><p>Version 2 : Holder seul / Holder only (pas de vis, pas d'écrou / no screw, no nut)<br/> Attention : Version 2 pas testée / Warning : Version 2 not tested.</p> <p>N'hésitez pas à laisser un commentaire si quelque chose ne va pas.<br/> Don't hesitate to comment if something doesn't work.</p> </li> </ul> <hr/> <p>VERSION FRANCAISE : (English version below)</p> <p>Basé sur <a href="https://gitlab.com/gnat.org/originalprusa/tree/master/devices/mmu2/bucket">https://gitlab.com/gnat.org/originalprusa/tree/master/devices/mmu2/bucket</a> avec quelques modifications.</p> <p>Liste de matériel :<br/> Version 1 : 2 vis M3x20, 1 écrou M3, 1 élastique, scotch aluminium<br/> Version 2 : 1 vis M3x20, 1 élastique, scotch aluminium</p> <p>Pensez à désactiver la détection de crash! (ou optimiser l'approche de la vis pour ne pas faire d'à coup)</p> <p>Choisissez la rampe que vous voulez ! Elles sont ajustées pour Original PRUSA i3 MK3 SideBoxes (<a href="https://www.thingiverse.com/thing:3127483">https://www.thingiverse.com/thing:3127483</a>)</p> <p>Le gcode pour le changement d'outil est dispo tout en bas.<br/> il est largement inspiré du gcode fait par Patrice Beffrey pour le Retractable Mechanism Purge conçu par BigBrain3D (<a href="https://www.thingiverse.com/thing:4083836">https://www.thingiverse.com/thing:4083836</a>)</p> <p>Gcode Changement d'outil / Tool change</p> <p>;<strong>*avant changement d outil</strong><br/> M106 S0 ;eteindre le ventilateur<br/> G92 E0 ;eteindre la retraction<br/> G1 E-0.8 F2100 ;retracter<br/> G1 Y100 F12000 ;rompre le filament avant lever<br/> G1 X200 F12000 ;deplacer la tete en position</p> <p>G91;changement en position relative<br/> {if layer_z < 20.0}<br/> G1 Z20; levage en Z si plus bas que 20 mm<br/> {endif}</p> <p>G90;passage en position absolu</p> <p>G4 S0 ;nettoyer le mouvement du buffer<br/> G1 X240 F12000 ;deplacer la tete en zone de purge<br/> G1 X250 F2000<br/> G1 X254 F1000 ;etendre le sceau<br/> ;<strong>*fin du gcode de changement de pre-outil</strong></p> <p>; Commencer le nettoyage du filament avant extraction<br/> ; material : PLA<br/> ;--------------------;<br/> M220 B ; eteindre aux v1.0.5<br/> M220 S100 ; changement d'outil dechargement</p> <p>;si vous avez un probleme de pointe c est ici qu il faut modifier</p> <p>G1 E-15.0000 F6000; retracter -15mm a une vitesse de 6000<br/> G1 E-24.5000 F1200; retracter -24.5mm a une vitesse de 1200<br/> G1 E-7.0000 F600; retracter -7mm a une vitesse de 600<br/> G1 E-3.5000 F360; retracter -3.5mm a une vitesse de 360</p> <p>{if layer_num == 1}<br/> M104 S215; regler la temperature de l extrudeur a 215 degres - first layer<br/> {endif}<br/> {if layer_num > 1}<br/> M104 S210; regler la temperature de l extrudeur a 210 degres - autres layers<br/> {endif}</p> <p>G1 E20.0000 F339 ; extruder 20mm a une vitesse de 339<br/> G1 E-20.0000 F226; extruder -20mm a une vitesse de 226<br/> M73 Q43 S3; extruder 20mm a une vitesse de 339<br/> M73 P43 R3; indiquer au micro logiciel pourcentage en mode normal 43 et temps restant dans cette position 3<br/> G1 E-35.0000 F2000; retracter -35mm a une vitesse de 2000<br/> G4 S0; mettre la machine en pause</p> <p>;fin de modification de l action sur les pointes</p> <p>;---------------;</p> <p>T{next_extruder} ;changement d outil</p> <p>;<strong>*commencer la purge apres le changement d outil</strong><br/> M107 ;eteindre le ventilateur<br/> G92 E0 ;reinitialiser la position de l extrusion<br/> G1 E12 F400 ;prise en charge filament<br/> G1 E60 F1000 ;acceleration pour descente dans buse<br/> G1 E50 F200 ;purge de la buse<br/> M106 S255 ;allumer le ventilateur<br/> G4 S2 ;refroidir la boule S12<br/> G92 E0 ;reinitialiser la position de l extrusion<br/> G1 E-1.8 F2100 ;retracter pour eviter le suintement -1.8<br/> M107 ;eteindre le ventilateur<br/> G1 X240 F1000 ;ranger le sceau<br/> G1 X200 F12000 ;ranger le sceau</p> <p>;<strong>*fin du gcode de purge d outil</strong></p> <hr/> <p>ENGLISH VERSION :</p> <p>Based on <a href="https://gitlab.com/gnat.org/originalprusa/tree/master/devices/mmu2/bucket">https://gitlab.com/gnat.org/originalprusa/tree/master/devices/mmu2/bucket</a> with some modifications.</p> <p>BOM :<br/> Version 1 : 2 screws M3x20, 1 nut M3, 1 rubber band, aluminium tape<br/> Version 2 : 1 screw M3x20, 1 rubber band, aluminium tape</p> <p>Disable crash detection! (or optimize collision with screw)</p> <p>Choose ramp as you want ! They are fitted for Original PRUSA i3 MK3 SideBoxes (<a href="https://www.thingiverse.com/thing:3127483">https://www.thingiverse.com/thing:3127483</a>).</p> <p>Gcode for tool changes is available below.<br/> It's inspired from gcode done by Patrice Beffrey for the Retractable Mechanism Purge designed by BigBrain3D (<a href="https://www.thingiverse.com/thing:4083836">https://www.thingiverse.com/thing:4083836</a>)</p> <p>Gcode Tool change</p> <p>;<strong>*before tool change</strong><br/> M106 S0 ;turn off fan<br/> G92 E0 ;turn off retraction<br/> G1 E-0.8 F2100 ;retract<br/> G1 Y100 F12000 ;break filament before lifting<br/> G1 X200 F12000 ;move head to position</p> <p>G91;change in relative position<br/> {if layer_z < 20.0}<br/> G1 Z20; z-lift if lower than 20 mm<br/> {endif}</p> <p>G90;transition to absolute position</p> <p>G4 S0 ;clean up buffer movement<br/> G1 X240 F12000 ;move head to purge area<br/> G1 X250 F2000<br/> G1 X254 F1000 ;extend the buscket<br/> ;<strong>*end of pre-tool change gcode</strong></p> <p>; Start cleaning the filament before extraction<br/> ; material : PLA<br/> ;--------------------;<br/> M220 B ; turn aux v1.0.5<br/> M220 S100 ; change of loading tool</p> <p>;if you have a problem of peak it is here that it is necessary to modify</p> <p>G1 E-15.0000 F6000; retract -15mm at a speed of 6000<br/> G1 E-24.5000 F1200; retract -24.5mm at a speed of 1200<br/> G1 E-7.0000 F600; retract -7mm at a speed of 600<br/> G1 E-3.5000 F360; retract -3.5mm at a speed of 360</p> <p>{if layer_num == 1}<br/> M104 S215; set the extruder temperature to 215 degrees - first layer<br/> {endif}<br/> {if layer_num > 1}<br/> M104 S210; set the extruder temperature to 210 degrees - other layers<br/> {endif}</p> <p>G1 E20.0000 F339 ; extrude 20mm at a speed of 339<br/> G1 E-20.0000 F226; extrude -20mm at a speed of 226<br/> M73 Q43 S3; extrude 20mm at a speed of 339<br/> M73 P43 R3; indicate to the firmware percentage in normal mode 43 and time remaining in this position 3<br/> G1 E-35.0000 F2000; retract -35mm at a speed of 2000<br/> G4 S0; pause the machine</p> <p>;end of modification of the action on the spikes</p> <p>;---------------;</p> <p>T{next_extruder} ;tool change</p> <p>;<strong>*start the purge after changing the tool</strong><br/> M107 ;turn off fan<br/> G92 E0 ;reset the position of the extrusion<br/> G1 E12 F400 ;filament support<br/> G1 E60 F1000 ;acceleration for nozzle loading<br/> G1 E50 F200 ;nozzle purge<br/> M106 S255 ;turn on fan<br/> G4 S2 ;cool the filament<br/> G92 E0 ;reset the position of the extrusion<br/> G1 E-1.8 F2100 ;retract to avoid seepage<br/> M107 ;turn off fan<br/> G1 X240 F1000 ;buscket go back home<br/> G1 X200 F12000 ;buscket go back home</p> <p>;<strong>*end of tool purge gcode</strong></p> <h3>Print instructions</h3><h3>Category: 3D Printer Accessories Print Settings</h3> <p><strong>Printer Brand:</strong> Prusa</p> <p><strong>Printer:</strong> I3 MK3S</p> <p><strong>Rafts:</strong> No</p> <p><strong>Supports:</strong> Yes</p> <p><strong>Resolution:</strong> 0.2</p> <p><strong>Infill:</strong> 15</p> <p><strong>Filament:</strong> Prusament PETG Orange</p>
With this file you will be able to print Prusa MK3S MMU2S purge bucket _OBSOLETE with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on Prusa MK3S MMU2S purge bucket _OBSOLETE.