Palpeur d'outil - Tool probe - CNC - GRBL - bCNC
thingiverse
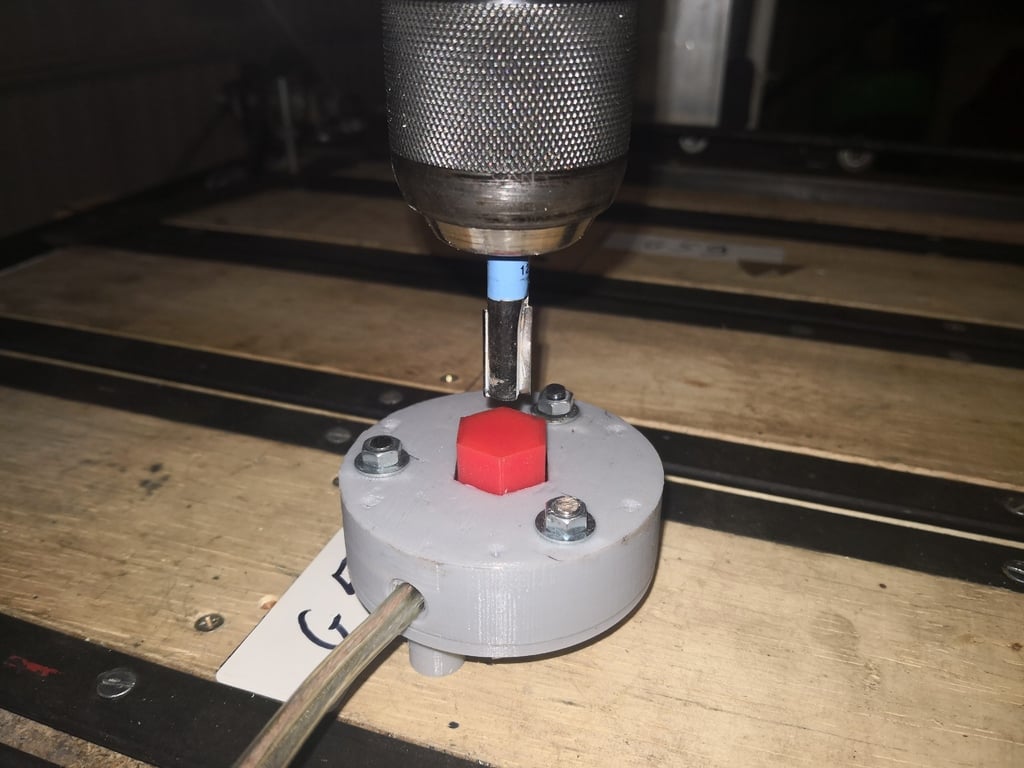
CNC tool probe (Grbl, bCNC) This probe will adjust the Z of a CNC after the tool is in place. You will have to do a probing cycle with a G38.2Z .... This probe is a derivative of the "CNC Touch Probe thing # 721620". Thanks to Scorch for posting this first probe. The 2 main differences are: - The Scorch's probe is used to measure a piece. The probe proposed here does not measure the workpiece but only the Z of the tool's tip. It is mainly a normally closed contactor that triggers an alarm on a G38.2Zxxxx (see GRBL). - The Scorch's probe has 6 points of contact (2 X 3 at 120 degrees). I have personally struggled to achieve enough precision for all 6 points to be in contact simultaneously, reliably and systematically. Therefore, my version is limited to 3 points of contact at 120 degrees to ensure a systematic contact. The 3 holes M6 on the underside of the cover can be temporarily used to block the contactor at 120 degrees to surface the probe's contact point and thus guarantee perfect parallelism between the machine plate and the probing surface.
With this file you will be able to print Palpeur d'outil - Tool probe - CNC - GRBL - bCNC with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on Palpeur d'outil - Tool probe - CNC - GRBL - bCNC.