Mini lathe compound bearing upgrade
thingiverse
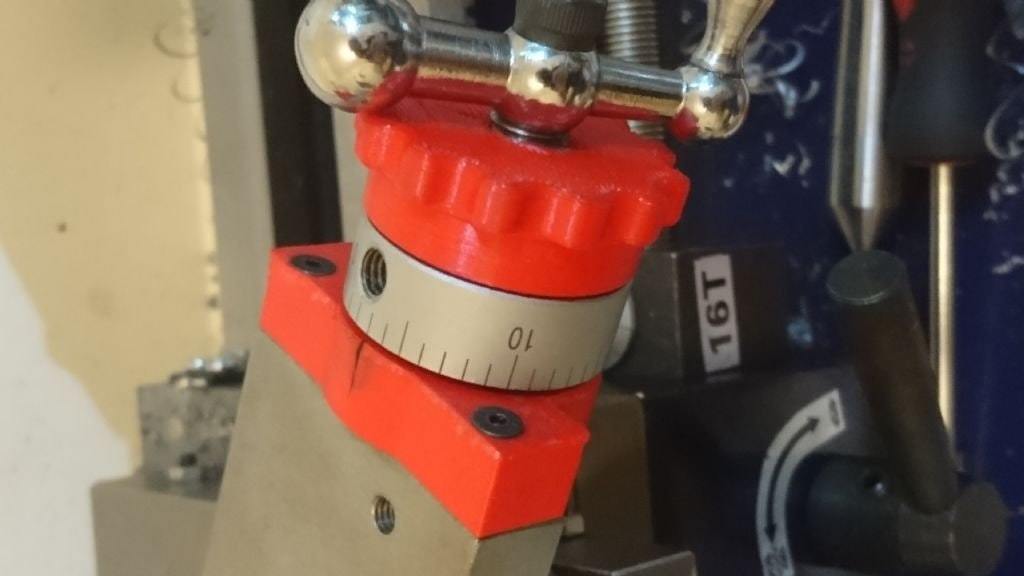
Made specifically for my CJ18A minilathe, this design should fit most Asian 7" swing machines with ease. To ensure the dial lock functions properly, you'll need to tap an M10 thread through the bore using a countersink to chamfer the ends. This will help keep the tap true and prevent any potential issues. In addition, two M3 holes must be drilled, about 10mm deep, and spaced 39mm apart with one hole located 3.5mm down from the top of the compound slide upper. The second hole should be 5mm from the edges of the compound for optimal alignment. A drilling jig is also provided to help you line up your holes accurately, and it works best when used in a drill press. While a hand drill can be used, it's essential to note that it may cause the jig to wobble and potentially damage it. The thrust bracket requires a 6900 ball bearing, which should fit with a light press fit. To install the bearing, hold the bracket against the closed chuck jaws and use the tailstock to push it in gently. Alternatively, you can use a vice or a hammer for this purpose. A thrust bearing is placed under the dial lock to prevent rotation from being transmitted to the dial when tightened. You can find an AXK thrust bearing 10x24x4 on eBay if needed. The bush fits between the bearing and the dial for smooth operation. While I used PLA to create my design due to limited options, this project should be feasible with any printer. No part is excessively large or complicated, making it accessible to most users. In the future, I plan to recreate this design in steel to match the functionality of a lathe.
With this file you will be able to print Mini lathe compound bearing upgrade with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on Mini lathe compound bearing upgrade.