Laser Calibration Power vs Feedrate (For Marlin/Repetier/RepRap)
prusaprinters
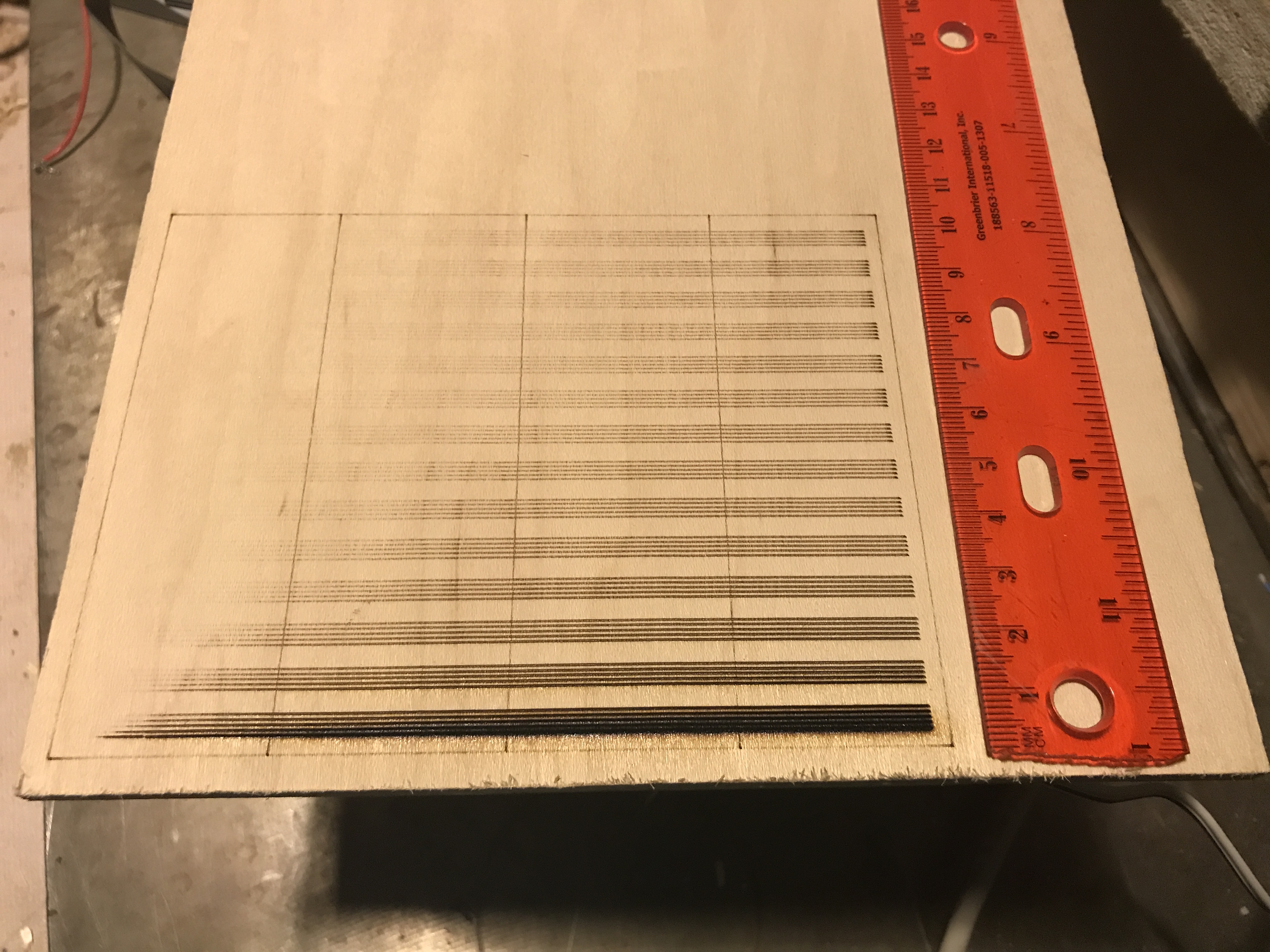
<p>This is a gCode file that you can use in your Laser Engraver to test the effect of speed vs power. It will produce a Greyscale burn pattern that is 140 mm / 107 mm. You can use this test pattern to get an idea of how your engraver will affect different materials.</p> <p>In the example I show here I used it to help me decide how fast I wanted the engraver to burn this image of a horse. I wanted the full range of blacks to light grey in the final result. So I burned this test pattern on the back of the wood and decided that the 10 mm/s line was close. (I should have used 12 mm/s.) Then i used an Image 2 Gcode program to create the gCode for the engraver using the 10 mm/s setting that I had chosen.</p> <h3>Print instructions</h3><h3>Category: DIY How does this Gcode test file work?</h3> <p>This Gcode file will burn a boarder rectangle from the X,Y origin that is 140 mm X and 107 mm Y. It will use the laser at full power and move at 70 mm/s (or 4,200 mm/m). It will then make a few marking lines so you know when the laser is close to 25%, 50% and 75% power.</p> <p>It will then begin the test lines. The first line at the bottom is moving very slowly 1 mm/s (or 60mm/m). it will start the laser at 1% and gradually go up 100%. (1-255 Gcode) It will then make the next line at 2mm/s (120mm/m) and the next at 3mm/s (180mm/m).</p> <p>When it gets to 6mm/s it will create a small gap to separate the 6mm/s line from the 5mm/s line. It will do this again every 5th line. So the last line of every section will be 5mm/s, 10 mm/s, 15mm/s ect.</p> <p><strong>How to use this?</strong></p> <p>Download the file.</p> <p>If your laser engraver uses M106 S### to control the laser then you don’t need to change anything. If your laser uses a different Gcode command then replace “M106 S” with your command like “M03 O”. Open the file with a text editor like notepad++.<br/> Press CTRL-H or find the edit and replace feature<br/> Type in to the find field “M106 S”<br/> Type into the replace with field “M03 O” (or whatever your command is)<br/> Click replace all.</p> <p>Save the file and run it.</p> <p>Please note that the turn off command in this file uses M106 S0. This should also work for M03 O0.</p>
With this file you will be able to print Laser Calibration Power vs Feedrate (For Marlin/Repetier/RepRap) with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on Laser Calibration Power vs Feedrate (For Marlin/Repetier/RepRap).