Hume Beam’s Gantry Upgrade for Qidi X-Max
prusaprinters
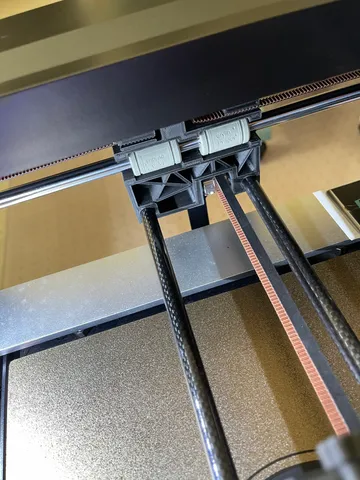
Carbon Fiber Gantry Rods and other mods result in quieter/smoother operation and allow for higher print speeds.Definitely not an upgrade for the faint of heart but the weight reduction is amazing. I am amazed how quiet the printer is now. The only sound comes from the layer fan.I used Hume Beam’s gantry mod and belt tensioner, installed 20T gears, replaced the belts and used Igus bearings on both the gantry and Y-axis rods.Thanks to Olaf Krause for his documentation on how he updated his X-Max with 20T pulleys and new belts: https://www.elektrifiziert.net/forum/index.php?thread/223-qidi-x-plus-und-max-laufrollen-und-lager-wechseln-timing-pulley-and-bearing-repl/The Carbon Fiber rods were the most difficult to get right. They had inconsistent diameters and one was bowed. The fix is described below.An outline of the steps I took are as follows:Buy CF Rods, Bearings, Pulleys and BeltPrint Gantry and Belt Tensioner PartsReinforce and true-up CF RodsDisassemble the PrinterInstall PartsTestReassemble the top, back and front1. Print Gantry and Belt Tensioner PartsPrint the parts using something like eSun's PACF. The printed parts needed are here:https://www.printables.com/model/134871-qidi-x-max-improved-x-gantry-with-tensionershttps://www.printables.com/model/91206-adjustable-belt-tensionThe CF Rod Plug listed belowNote: It is highly recommended that you calibrate your flow before printing the Gantry ends. This flow cube is excellent: https://www.printables.com/model/81314-flow-calibration-cubeAnother Note: The tensioners that are listed with the gantry are for the Y-axis belts. The other tensioner is for the X-axis belt. Even if you do not buy new belts, it is still useful because it is easier to cut the existing X-axis belt and reconnect it with this tensioner.Yet Another Note: I had clearance issues with the X-axis belt tensioner cover. I am using the Hercules Carriage and found that the tensioner cover would not fit next to the heat block fan. I remixed the cover. It is available below and on Hume's page: https://www.printables.com/model/199124-adjustable-belt-tensioner-cover-remixPrinted PartsUse the stiffest filament you can. I am using Priline’s Super Hard carbon fiber PC. I found that the structure has to be really stiff, rigid, hard, strong, no deflection, etc. I recently reprinted using a PETG/PC blend and had really bad bed first layer adhesion issues. Turned out that blend flexed just enough that the nozzle was forced up by the pressure at the tip of the nozzle.I do not recommend any Nylons, with or without CF, they are too flexible and prone to deformation when warmed with pressure applied. Enhanced PLA might work if you are not planning to print in hot chamber.2. Buy CF Rods, Bearings, Pulleys and BeltHume's gantry page has sources for the parts from AliExpress, but I purchased similar parts on Amazon.As noted above the CF Rods are a challenge. I wanted, but could not find rods with 2mm thick walls with a gloss finish that were long enough. As it turns out, this was probably for the best as the 1mm thick walled rods are more easily reworked. I recommend that you purchase from a source that allows returns. I also recommend you purchase more than one set from more than one source. You only need two rods for the gantry but there is a lot of manufacturing variation. Do not replace the Y-axis rods. They don't move so the steel rods are best.500mm Rods: https://www.amazon.com/dp/B00RWYANKY?ref_=cm_sw_r_cp_ud_dp_AHMWPP96K9QSXMGZ689CDo not use the steel bearings with CF Rods. They will quickly destroy the rods. It is possible to print the Igus Dylin bearings and printing your own is one way of dealing with CF rods that are not exactly 10mm. By design, Nylon bearing are slightly deformed by the carriage and gantry bearing slots. I found Igus bearing fit perfectly as a result of the bearing compression and the reworked rods. You can continue to use steel bearings with the steel Y-axis rods, but the Igus are much more quiet.Bearings: https://www.amazon.com/dp/B075N1KH11?ref_=cm_sw_r_cp_ud_dp_590K1XK15DRE8MC8Q8XWBelt: https://www.amazon.com/dp/B08R93QQ8Z?ref_=cm_sw_r_cp_ud_dp_DKKZW97MVMRN54TKX4M5Pulleys: https://www.amazon.com/dp/B085XLRXS1?ref_=cm_sw_r_cp_ud_dp_WCQHG7VDMG713HG0GGTC3. Reinforce and true up CF RodsDo not cut the CF Rods to length yet. As mentioned above, the rods will need truing up and reinforcement. I found one of my rods had a larger diameter in the middle and the other one was not straight. Fixing the oversized section was pretty easy using fine sandpaper like this: https://www.amazon.com/dp/B085Y5PLFD?ref_=cm_sw_r_cp_ud_dp_TKB7JFHKZSRNJ94B80HRUnder sized sections can be built-up with multiple wiped on coats of thin CA glue followed by sanding as above.The 1mm thick CF Rods are not really strong enough to withstand the upward pressure exerted on the carriage by filament extrusion. The result is variable nozzle gap which of course is not good for prints. If you find that a rod is not straight (it should roll smoothly on a flat surface) this reinforcement process will fix that as well.You will need the following:Epoxy Resin: The type used for fiberglass cloth which is characterized by being fluid and slow curing. It needs to be fluid enough to pour down the inside of the CF Rod.End Plugs: See print file below. Glue these in one end of each rod with CA glue.Two 6mm X 6mm (or 0.25" X 0.25") X 500mm light, stiff, straight wood of the type that is used for making kites. Round dowels are an option, but the square profile allows for more evenly distributed resin.500mm (or a bit longer) angle iron, aluminum extrusion or similar. Must be straight and have a valley the rod can nest in. Having two is better.Three (six is better) spring clamps sized to allow holding the CF Rods in the valley of the angle iron. At least three for each rod - top, bottom and middle.Vinegar: 9% or higher is better. Used for cleaning up uncured epoxy resin. Acetone also works but in a bit more hazardous and can damage the CF Rod.Rags.Steps:Glue a plug into the bottom of each rod.Chamfer the corner edges of the wood sticks such that they just slip into the CF Rods.The wood sticks should stick out a few millimeters from the ends of the CF rods.Mix the resin and pour a small amount into a rod and then push the stick in slowly. Air will get trapped, so use an up and down, twisting motion to fully insert the stick. Withdraw the stick to see how far up the epoxy resin is on the stick, add more resin until it reaches the top of the CF Rod with the stick fully inserted.Clean up the outside of the rod with vinegar. It must be free of resin or it will get glued to the angle iron.Clamp the rod to the angle iron at the top, bottom and middle of the rod while keeping the rod vertical.Repeat for the other rod.Set aside for a day.Do not cut the rod to length yet.Make sure the rods are straight using the rolling test and test fit the bearings while the bearings are inserted into the carriage.4. Disassemble the PrinterThe steps are as follows:Unplug the printerRemove the extruder/carriage and set aside.Remove the side panels: six outside screws and one inside near the side handle.Unbolt the Y-axis limit switch and pull out the X-axis limit switch.Unplug the X- and Y-axis stepper motors. There is likely hot melt glue holding them in place.Remove the front panel: four screws each side. There are cables and wires. Leave these attached and just lean the front panel against the frame.Loosen the back panel: Remove the one screw in the top center, and loosen the four screws down each side. Do not loosen the bottom screws. all that is needed a to be able to pull back the top of the back about 6mm.Remove four screws from each side of the top. Lift the front of the top and then slide the top forward while lifting to disengage from the back cover.Disassemble the gantryTake lots of pictures. Especially of the pulleys.Cut the X-axis belt.Push the left-hand gantry end piece off of the Y-axis bearings and off of the gantry rod ends. The rods may need a bit of twisting to get them loose.Pull the rods out of the right-hand gantry end-piece.Cut the zip ties holding the limit switch and stepper motor wires.Rotate the right-hand gantry end-piece to make some room and then pop it off the bearings.Loosen the stepper screws nearest to the extruder and remove the stepper screws farthest from the extruder, then slide the stepper motor out of the gantry end-piece.Remove the two front frame posts. There are four types of screws on each front post. The screws are removed in the following order.Two cap head screws on the front of the posts hold the large steel Z-axis plate.Four button head screws with 4mm sockets at the top and bottom of each post.Four flat head screws on two angle brackets.Many flat head screws at the top and bottom of each post.DO NOT PUT ANY WEIGHT on the top of the frame with the posts removed.Disconnect and disassemble the Y-axis assemblyRemove the belts.Remove two stepper motor screws from the top of the back frame.Loosen the screws securing the Y-axis rod brackets located at each of the four corners. After loosening all the screws, remove them. The goal is not over stress the brackets as they are removed.With all the brackets disconnected, slide the front brackets down, forward and out the front of the frame.Pull the rods out from the back brackets.Place the motor and rear drive rod assembly on the top of back frame rail for now.Press the bearing shafts out of the pulleys. A drill press with an upside-down 4mm drill bit works well as a press.5. Install PartsBeltsCut the belts to length using the old belts as a guide, plus a few centimeters.The Y-axis belts should be cut to the exactly the equal length. You will be counting the belt teeth later to ensure the gantry runs square.RodsCut the CF Rods to the exact same length as the steel rods they will be replacing. Using a razor saw with a miter box will help ensure the ends are square.Y-axis PulleysCheck the flange bearings for smooth operation. Do not use WD-40. Apply good quality oil such as this: https://www.amazon.com/dp/B005KW7NA8?ref_=cm_sw_r_cp_ud_dp_E27MNFQFRM2R9KAJYYR2Lay out the pulley parts for each corner and the gantry. The Y-axis pulleys' teeth need to be centered with the center of the rod.You can use the top of the old 17T pulley as a washer along with the wider spacer, such that the spacer nests into the pulley top. Alternatively, you can use some 5M washers. The short front pulley shafts have a C clip to keep the shaft from sliding out. That clip should be on the outside, i.e., nearest the frame.The front pulleys do not need grub screws.The 20T pulleys will not fit through the openings in the brackets so the shaft, bearings, spacer, washer and pulley have to be assembled by sliding the shaft through each piece while placed within the bracket.The back pulleys have to be aligned with each other, the flats on the shafts and within the brackets.Follow the same steps as the front pulleys, i.e., slide the shafts into the bearings, spacers, washers, and spacers. Loosely tighten the grub screws to keep things from falling apart.To facilitate alignment, it is easiest to temporarily fasten the rear assembly to the top of the rear frame. Two loosely tightened screws on each side from the bottom up will work.The alignment of the pulley teeth is important. Align the shaft flats horizontally. There are two grub screws on each pulley. On the right, one grub screw is vertical while the other is orientated towards the back. On the left, one grub screw is vertical while the other is orientated towards the front.When the alignment is all good, use a bit of Medium Thread Lock and tighten the grub screws.Thread the belts through the rear brackets while access is still easy. Just let them hang there for now. Use clips to keep the belts from slipping out.Install the rear pulley and motor assembly but do not tighten the screws. The brackets need to hang loose.Insert the Y-axis rods into the rear brackets.Don't forget to slip the bearings on to the rods.Slip the front brackets through the gap in the front between the top rail and Z-axis plates and onto the ends of the rods.While the brackets are still resting on the Z-axis plates, thread the other end of the belt over the pulley. Use clips to keep the belts from slipping out.Install the front brackets. Tighten the screws lightly. Double check every thing is aligned and then tighten all the brackets.Install and tighten the Y-axis motor screws.Frame:Reinstall the front frame rails as follows. Do not tighten yet.Four button head screws with 4mm sockets at the top and bottom of each post.Many flat head screws at the top and bottom of each post.Four flat head screws on two angle bracketsTwo cap head screws holding the large steel Z-axis plate.Tighten in this order in two rounds:Four flat head screws on two angle brackets.Many flat head screws at the top and bottom of each post.Four button head screws with 4mm sockets at the top and bottom of each post.Two cap head screws holding the large steel Z-axis plate.X-axis Pulleys:The left gantry pulley's teeth should be closer to the back of the printer.The teeth on the stepper motor pulley should be closer to the front of the printer. There will be no room (and no need) for the C clip on the stepper motor shaft. Do not tighten the grub screws yet. Do not install the motor into the gantry end piece yet.Gantry:Install the belt tensioners onto the gantry end pieces.Snap right gantry piece onto the bearings.Rotate the right gantry piece to provide room to install the stepper motor.Tighten the gantry motor.Tighten the pulley grub screws making sure to align with the shaft flat. Use medium Thread Lock.Install the CF Rods into the right gantry.Don't forget to slip the bearings on to the rods.Snap the left gantry piece onto the bearings and on to CF Rod ends.Y-axis Belts:Insert the Y-axis belts into the tensioners making sure to match up the ends of the belts with the ends of the tensioners.Set the tensioner gap to about 5mm.Insert the other end of the belts into the slots on the gantry end pieces making sure the gantry rods are square with the Z-axis plates with just a bit of tension. Jump the belts as needed.The excess belt should be exactly equal on both sides.Tighten the tensioners.Double check for squareness and smooth operation. When satisfied, trim off the excess belt ends.X-axis Belt:Loop the belt around the motor pulley and right hand gantry pulley and connect with the tensioner. Adjust as needed.6. TestInstall a carriage with an X-axis stop. On a stock carriage the cover provides the stop surface. The X-axis belt tensioner should be right up against the left hand side of the carriage.Tighten down the print bed and remove the print surface to ensure the extruder does not crash into the bed.Power up the printer Changing from 17t pulleys to 20t pulleys necessitates adjusting the X and Y steps.Steps:Save a current copy of the configuration by creating a text file named ConfigExtract.gcode with the following contents then print it (run it) and copy the results off of the USB to a safe place.M8512 'ConfigFile.gcode'Create a file named UpdateXYSteps.gcode using a text editor, enter the following text and then print it (run it):M8998 I1 ; enable configuration (that is the letter ‘eye’ before the 1)M8009 S0.012500M8510 ; ApplyM8500 ; Save Clear the USB and then rerun the ConfigExtract.gcode to verify that M8009 is set to 0.012500.Use manual jogging to test movement.Use Fast Leveling (single point) to make sure the extruder moves to the center of the build area.7. Reassemble the Top, Back and Front
With this file you will be able to print Hume Beam’s Gantry Upgrade for Qidi X-Max with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on Hume Beam’s Gantry Upgrade for Qidi X-Max.