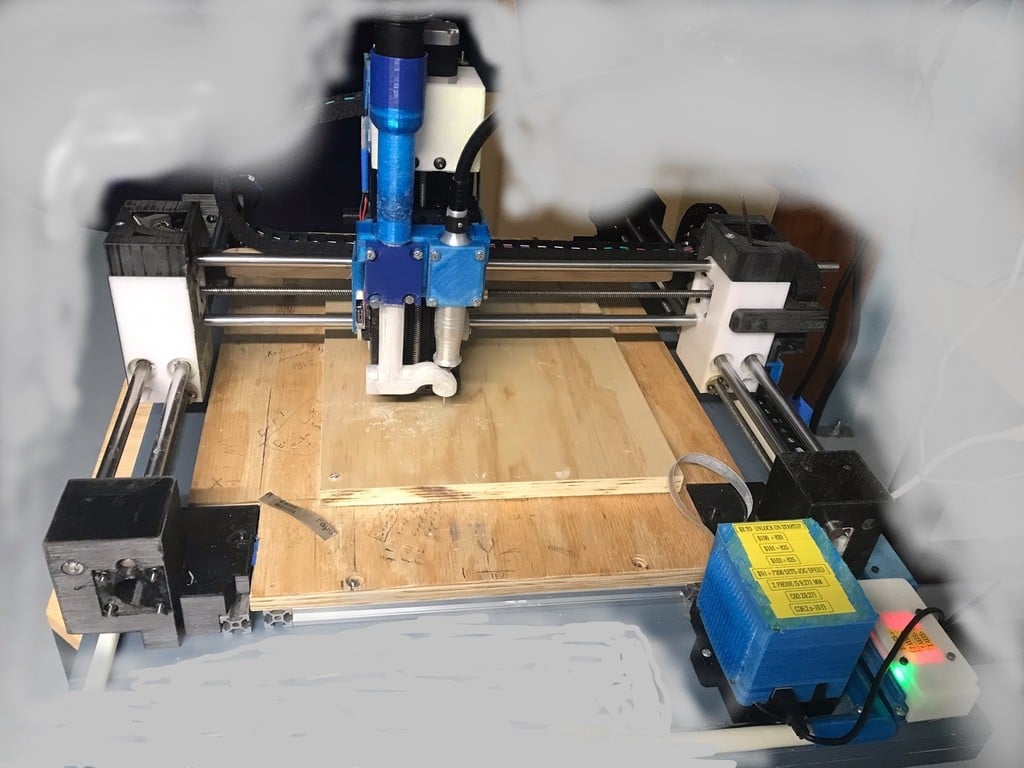
Hot Tub CnC Machine
thingiverse
It seems like you have written a comprehensive guide on how to assemble and use your 3D printed CNC machine. Here are some key points that I extracted from the text: 1. **Assembly process**: You need to follow this order: part 41, Part 43 (the Y axis rail) after Part 42 is already installed before you install part 41. 2. **Stepper Motor Installation**: Install the steppers before you install the motor mounts. 3D printed parts that are supposed to make a good job in all my vacuum systems. I used this one and it worked very well with Dremel bits but had an issue with 1/4 inch router bits. 3. **Vacuum installation:** Use a large vacuum hose for bigger routers and small hoses for smaller routers. 4. **Spindle Installation**: 3D printed parts are needed to keep the spindle from blowing out of the spindle on the side as high speed cutting.
With this file you will be able to print Hot Tub CnC Machine with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on Hot Tub CnC Machine.