Hot-end insulation for Raise3D single extruder printers N1/N2/N2+.
thingiverse
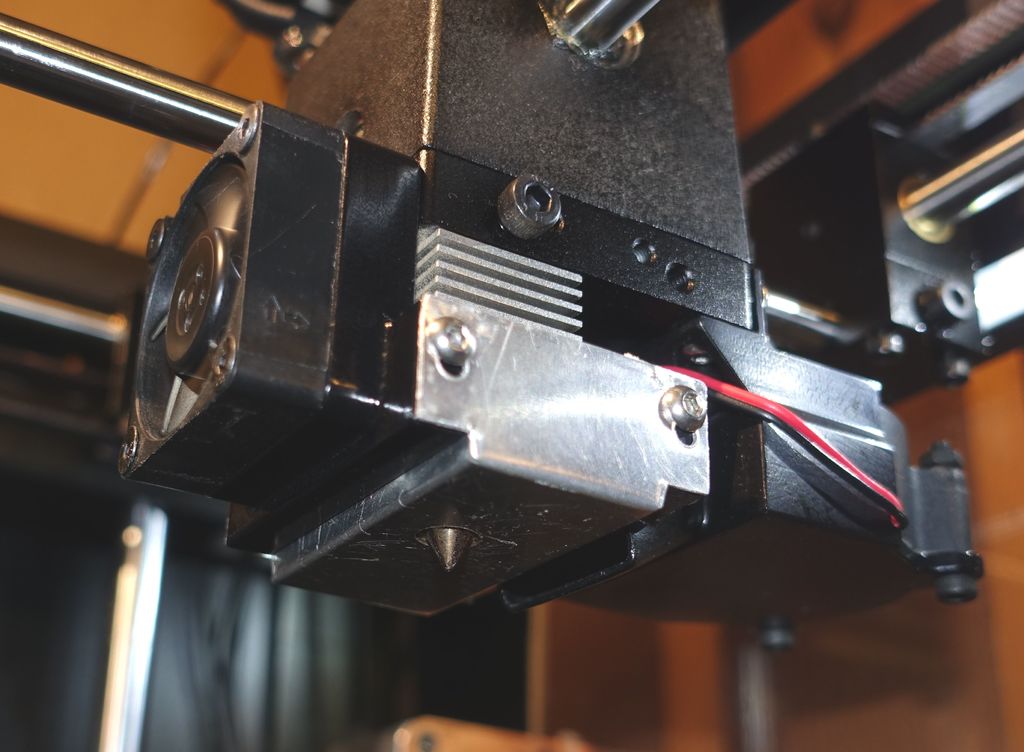
This modification effectively insulates the hot-end (three layers of 1 mm ceramic fiber insulation on all sides of the hot-end) and significantly reduces radiative heat transfer from the hot-end to the printed model. The power required to heat the hot-end is dramatically reduced, and the fans' ability to cool the cold side of the hot-end is greatly improved. This reduction in heat transfer minimizes the risk of soft filament clogging in the PTFE pipe. The stronger model blower is particularly useful for printing PLA. The modification requires some metal sheet work. Half-millimeter aluminum can be cut with a pair of scissors, and you will also need to cut many small pieces of ceramic fiber insulation to size. This modification includes several key components: * A duct for a 40 mm radial blower that provides a strong air flow around the nozzle tip. * An optimized duct for the standard 35 mm fan for the hot-end thermal barrier. * A heat-shield made from half-millimeter aluminum, which keeps thermal insulation material in place. To complete this modification, you will need the following additional materials: * Six pieces of heat-set M3 threaded brass inserts for Ø4 mm holes. * Seven pieces of M3 x 6 mm pan-head screws. * Two pieces of M3 x 20 mm cap-head or pan-head screws. * One Renren3D Ball Bearing 12V Brushless Motor Blower 40x40x20. * Ceramic fiber insulation 1 mm thick. * Half-millimeter aluminum plate, semi-hard. The blower duct is challenging to print. You will need to use support from both the build plate and internally within the model. Due to the duct's thin walls, I recommend using the dynamic extrusion width feature of Simplify3D rev. 4, although this is not strictly necessary. As the plastic is very close to the hot-end, it must be ABS or PC. PLA will not withstand the heat. After making this modification, you will need to adjust the PID parameters and regulator open loop settings in the Marlin configuration.h file. If you are unsure how to compile new Marlin firmware, then do not attempt this modification. Here are the necessary changes: * DEFAULT_Kp 14.0 * DEFAULT_Ki 0.2 * DEFAULT_Kd 200.0 * BANG_MAX 128 * PID_MAX 255 * PID_FUNCTIONAL_RANGE 30 With these settings, there will be almost no temperature overshoot when raising the temperature from e.g. 25 °C to 210 °C. These settings result in a regulator that is nearly insensitive to starting and stopping filament extrusion and turning on and off the model cooling blower. The attached plot of the temperature settling curve includes starting and stopping filament extrusion and turning on and off the model cooling blower, after the temperature has settled at 210 °C. This effect is barely visible in the plot. In the second plot, the temperature is raised to 260 °C and further to 300 °C. The settling times are very short.
With this file you will be able to print Hot-end insulation for Raise3D single extruder printers N1/N2/N2+. with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on Hot-end insulation for Raise3D single extruder printers N1/N2/N2+..