Gear set for cutting 10 pitch on a Hardinge TL
thingiverse
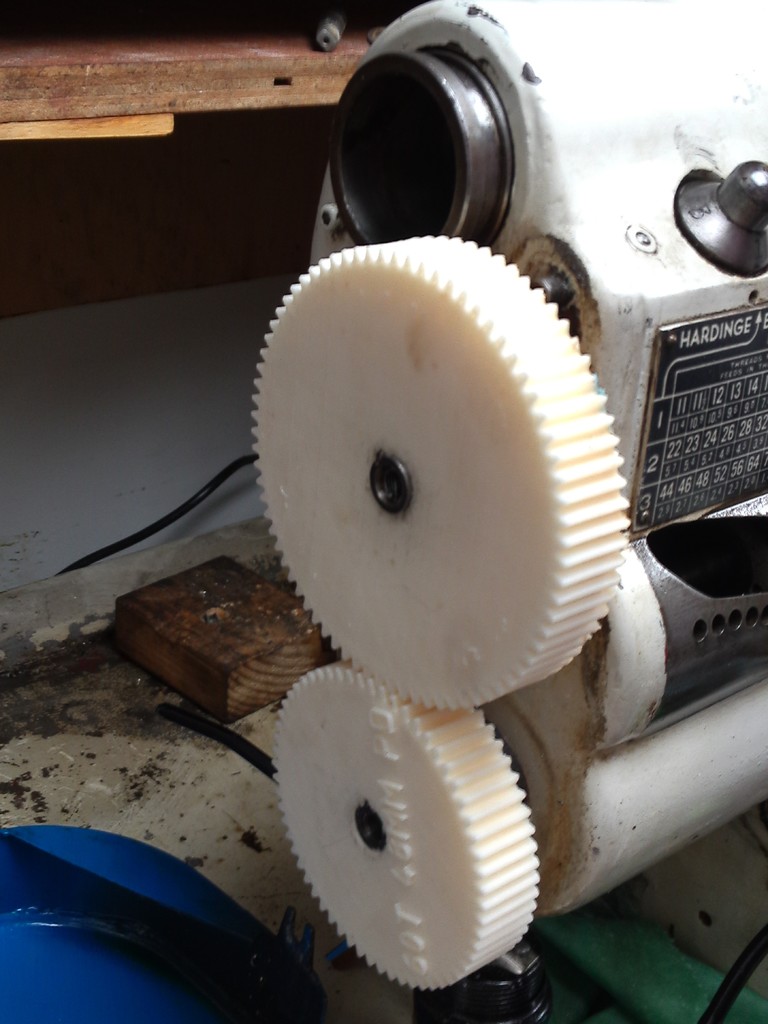
To begin, I measured the center-to-center distance between the two shafts on my Hardinge TL lathe that are used for external gearing. After conducting some calculations, I determined that the ratio I required was 25:16, with the larger gear positioned at the top. Knowing this, I created two gears with a random pitch that had the correct pitch circles to achieve the desired ratio (48mm pitch diameter on the smaller one). Please note that increasing the number of teeth on the larger gear to 150 would result in excessively small teeth, making reliable printing impossible. The set I actually constructed consists of 75-tooth and 60-tooth gears; apologies for any confusion regarding the file name. In operation, it's essential to remove the external gear cover, shift into external gearing mode (all the way to the right on the quick-change lever), and set the three-speed change to "1". These gears can be intimidating to use, so exercise caution while they're in motion. A small amount of sticky lubricant is recommended for optimal performance. I successfully cut a 10-pitch Aluminum thread using these gears without sustaining any visible damage to the teeth or bore.
With this file you will be able to print Gear set for cutting 10 pitch on a Hardinge TL with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on Gear set for cutting 10 pitch on a Hardinge TL.