Ender 3 S1 Pro Cura settings for maxumim build volume + profiles
prusaprinters
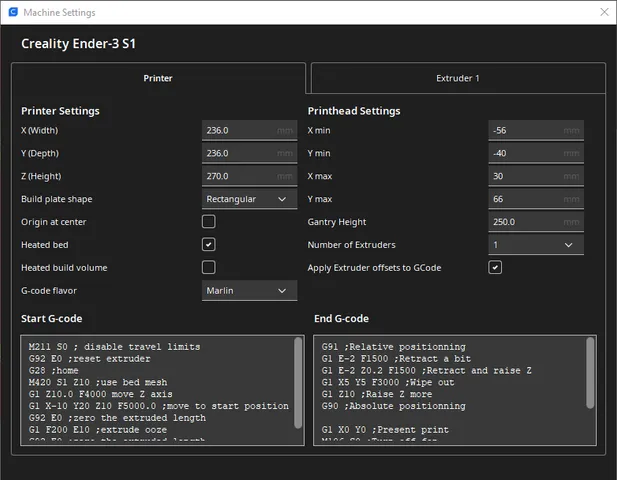
Start G-Code:M211 S0 ; disable travel limits G92 E0 ;reset extruder G28 ;home M420 S1 Z10 ;use bed mesh G1 Z10.0 F4000 move Z axis G1 X-10 Y20 Z10 F5000.0 ;move to start position G92 E0 ;zero the extruded length G1 F200 E10 ;extrude ooze G92 E0 ;zero the extruded length G1 Z1.0 F4000 ;move Z axisEnd G-Code:G91 ;Relative positionning G1 E-2 F1500 ;Retract a bit G1 E-2 Z0.2 F1500 ;Retract and raise Z G1 X5 Y5 F3000 ;Wipe out G1 Z10 ;Raise Z more G90 ;Absolute positionning G1 X0 Y0 ;Present print M106 S0 ;Turn-off fan M104 S0 ;Turn-off hotend M140 S0 ;Turn-off bed M84 X Y E ;Disable all steppers but Z
With this file you will be able to print Ender 3 S1 Pro Cura settings for maxumim build volume + profiles with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on Ender 3 S1 Pro Cura settings for maxumim build volume + profiles.