Cold Pull GCode
thingiverse
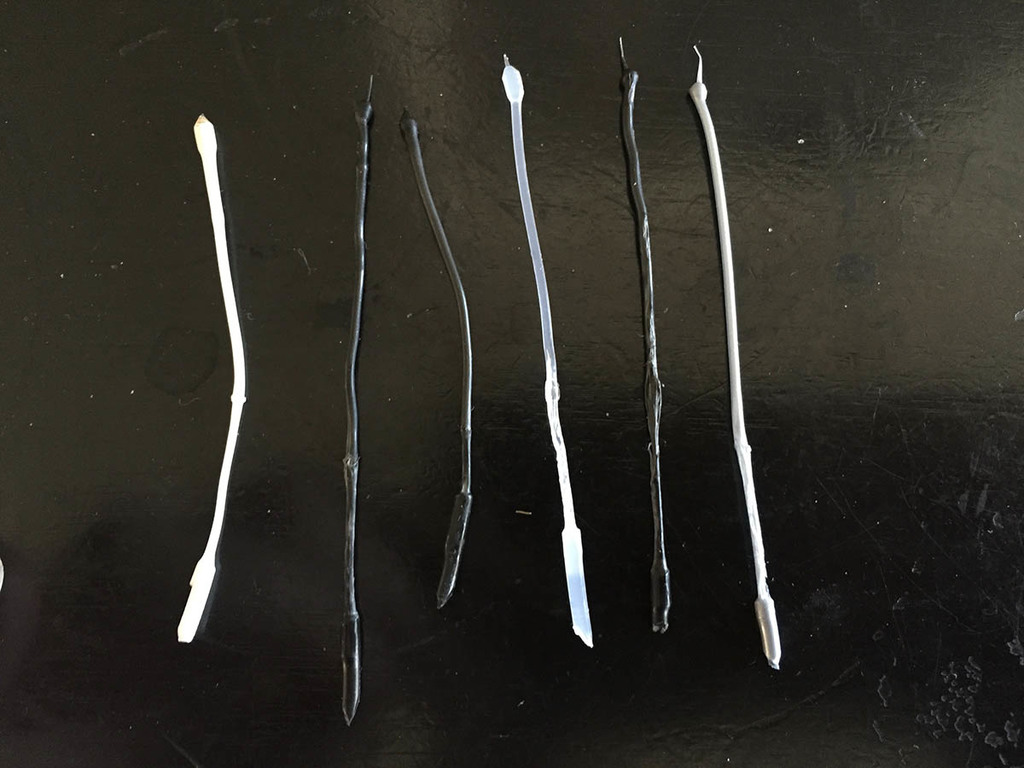
OK, this isn't a model but rather a gcode script to facilitate automated cold pulls to clear out your nozzle. I use it all the time on my Ender 3 and thought others might get some good use from it as well. **What is a cold pull?** A cold pull is when filament that is embedded in the nozzle is pulled out under a low temperature sweet spot so that it completely peels away leaving the nozzle with a clean inner surface. This is good for removing clogs and residual filament. **Who is this for?** This was written for an Ender 3, however should work well for any FDM style printer but your mileage may vary. If your bed size is less than 230mm then you'll want to edit the file using a text editor and change this line: > G1 X10.1 Y200.0 Z0.3 F5000.0 ;Move to start position The Y200.0 says to move the nozzle back 200mm, but if your bed is too small I'd say take the bed size and subtract 20 from that. So a 180mm bed size would be: > G1 X10.1 Y160.0 Z0.3 F5000.0 ;Move to start position Right now the script is coded for pulling PLA, and I'll very likely make versions for other types of filaments. **What exactly does it do?** Inspired by Cura's pre-printing routine, this script will do a homing routine, position the nozzle at the back-left corner of the bed and wait for the bed and nozzle to come to temperature. When the hot end is at printing temp a line is drawn to prime the nozzle, followed by a small upward movement and a pause while the hot end comes down to cold-pull temp, at which time a relatively quick 100mm retraction occurs. At that point you can pull out the filament leaving, hopefully, a completely cleared out nozzle. **Gcode in it's entirety** There's an alternate version down below, a quick and dirty variation without the primer moves. ;FLAVOR:Marlin ;Initialize M82 ;absolute extrusion mode M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate M302 S70 ;Set min extrude temp to 70 ;Set Initial Temps M140 S50 ;Set Heat Bed temperature ;M190 S50 ;Wait for Heat Bed temperature M104 S200;Set Extruder temperature ;Home G28 ;Home all axes G92 E0 ;Reset Extruder ;LAYER_COUNT:1 ;LAYER:0 ;Print Primer Line G1 Z2.0 F3000 ;Move Z Axis up G1 X10.1 Y200.0 Z0.3 F5000.0 ;Move to start position M109 S200 ;Wait for Extruder temperature G1 X10.1 Y20 Z0.4 F1500.0 E30 ;Draw a line G1 X10.0 Y20 Z1.4 F1500.0 ;Move up a bit G92 E0 ;Reset Extruder ;Set Cold Pull Temp M104 S90 ;Set Extruder temperature M109 R90 ;Wait for Extruder temperature ;Pull It G1 Z10.0 F1000 E-100 ;retract 100mm and pull up ;Present and Shutdown G1 X0 Y225 F3000 ;Present print M106 S0 ;Turn-off fan M104 S0 ;Turn-off hotend M140 S0 ;Turn-off bed M84 X Y Z E ;Disable all steppers ;End of Gcode **Quick and Dirty Code** This version skips the primer routine and goes straight for the pull. If your hot-end isn't primed with filament, this may not produce a good pull. ;FLAVOR:Marlin ;Initialize M82 ;absolute extrusion mode M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate M302 S70 ;Set min extrude temp to 70 ;LAYER_COUNT:1 ;LAYER:0 ;Set Cold Pull Temp G92 E0 ;Reset Extruder M104 S90 ;Set Extruder temperature M109 R90 ;Wait for Extruder temperature ;Pull It G1 Z10.0 F1000 E-100 ;retract 100mm and pull up ;Present and Shutdown M106 S0 ;Turn-off fan M104 S0 ;Turn-off hotend M140 S0 ;Turn-off bed M84 X Y Z E ;Disable all steppers ;End of Gcode
With this file you will be able to print Cold Pull GCode with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on Cold Pull GCode.