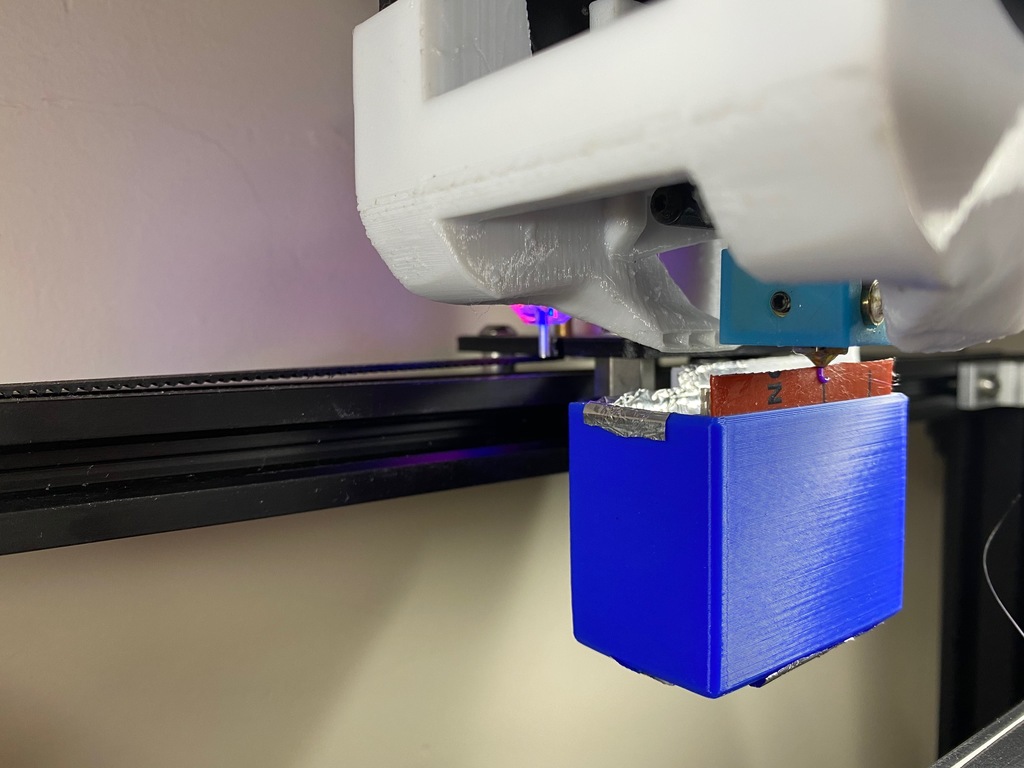
Better Ender 5 purge bucket
thingiverse
It seems like this is a guide for setting up Cura profiles for printing with multiple colors using a purge bucket instead of a prime tower. The steps involve modifying G-code settings, changing default printer settings in Cura, and adding search-and-replace scripts to the Post Processing -> Modify G-code section. ### Step-by-Summary: 1. **Custom G-Code:** * Start with a new tool (T0), reset extrusion distance, extrude filament at 1.5 mm/s on the new tool, set current extruder position to 0mm, and increase feed rate. 2. **Cura Settings for Dual Extrusion:** * Set "not overridden" where there's a choice of extruders (except for the skirt). * Ensure wall, shell, height, etc settings are the same for both extruders. * Set material temperatures to the same temperature for both extruders. * Set retraction minimum travel to 0.1. * Set z-hop after extruder switch height to 0. * Disable prime tower and ooze shield under dual extrusion. * Set nozzle switch retraction distance to 0. * Set retraction speed to 1. * Set nozzle switch extra prime amount to 0. 3. **Modify G-Code in Cura:** * Add a search-and-replace script with M109 and replace it with M104. * Add another search-and-replace script with MOO and replace it with M109. 4. **Printer Settings:** * Set retraction minimum travel to 0. These steps will help set up your printer for printing with multiple colors using a purge bucket, providing better results than a prime tower.
With this file you will be able to print Better Ender 5 purge bucket with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on Better Ender 5 purge bucket.