Belted Bowden Extruder with Filament Runout v2
prusaprinters
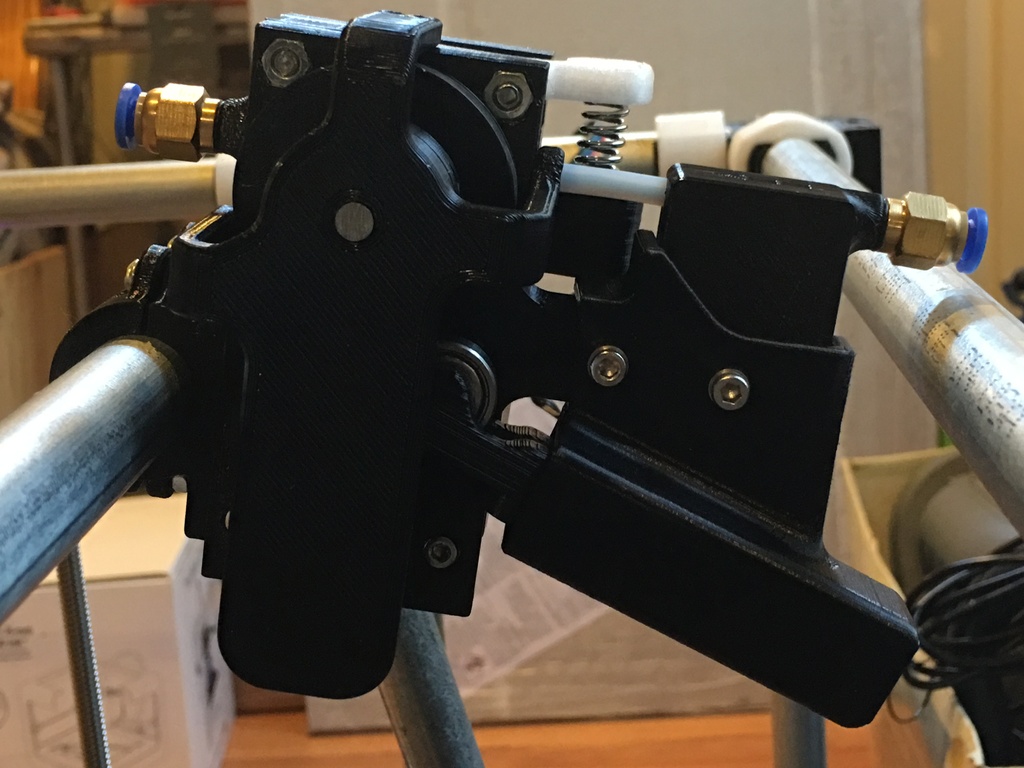
<p>Version 2 of my Belted Bowden Extruder with Filament Runout, which includes the following enhancements:</p> <ol> <li><p>Fixed stepper motor</p> </li> <li><p>Spring loaded belt idler (Needs two 3mm SHCS/nuts to fasten to top_frame.</p> </li> <li><p>Carries over additional enhancements from v1</p> </li> </ol> <p>Assembly under load for a couple months has not shown any frame deformation or deflection.</p> <p>Calibrate E-Steps using Bowden method: <a href="https://www.matterhackers.com/articles/how-to-calibrate-your-extruder?gclid=CjwKCAiA0uLgBRABEiwAecFnk3e6VjFFCSB7xtvScKdYE5XQoA07qt6EHpYdsgl6DzogomQuEsX0eRoCaWUQAvD_BwE">https://www.matterhackers.com/articles/how-to-calibrate-your-extruder?gclid=CjwKCAiA0uLgBRABEiwAecFnk3e6VjFFCSB7xtvScKdYE5XQoA07qt6EHpYdsgl6DzogomQuEsX0eRoCaWUQAvD_BwE</a></p> <p>16apr2019 - Updated middle to rev3 and arm to rev5. Moved the filament path in middle part down and towards the back to interface with MK8 hobbed gear better. Moved length of moment arm out from 14.5mm to 20mm. Change spring pre-load from 2mm to 5mm. This also allowed for the arm to be thickened from previous revision. Added info block on Acceleration and Velocity Settings for high-speed printers.</p> <p>08apr2019 - Running into some underextrusion issues when printing 0.3mm layer height at 100mm/s print speeds. Working on some middle and lever modifications which will provide better gripping to the MK8 gear and more torsional pressure for the lever bearing. On a positive note, had little issues when printing 0.2mm layer heights up to 150mm/s. Updated material for large pulley to PETG since the PLA pulley failed.</p> <p>02apr2019 - Added e-step/step_distance and PLA temp chart for usability starting point.</p> <p>30mar2019 - Removed <a href="https://www.amazon.com?linkCode=ll2&tag=thingiverse09-20&linkId=e4759bff1fa9a55a0f897d801ce2d765&language=en_US&ref_=as_li_ss_tl">Amazon</a> link to MK8 gears. They are not hobbed enough for a Bowden extruder. Replaced link with Zyltech which provides repeatable results for a 1000mm long Bowden tube. Updated Klipper step_distance for 1000mm Bowden Tube.</p> <p>BOM: (may need some updating)</p> <p>4 - M4x25mm screws</p> <p>4 - M4 nuts</p> <p>6 - M3 nuts -</p> <p>7 - M3x8 SHCS - 3 for cage and 4 for stepper</p> <p>1 to 3 - M3 set screw - pulley</p> <p>4 - M3 washers - (optional)</p> <p>1 - GT2 Timing Belt - L=158mm W=6mm 79 Teeth in Closed Loop - https://www.amazon.com/gp/product/B014QKEH26</p> <p>1 - MK8 Drive Gear - <a href="http://www.zyltech.com/zyltech-steel-extruder-gear-mk8-or-mk7/">http://www.zyltech.com/zyltech-steel-extruder-gear-mk8-or-mk7/</a> (place notes for MK8 gear when ordering).</p> <p>4 - 625ZZ Bearings - https://www.amazon.com/gp/product/B07DZYZM86</p> <p>1 - GT2 Pulley - 16 Tooth - https://www.amazon.com/gp/product/B01IMPM44O</p> <p>1 - 5mm Dia. x 50mm Long Axle: https://www.amazon.com/gp/product/B01B27MJC6</p> <p>2 - 7.5mm Dia. x 10mm Long Compression Spring: https://www.amazon.com/gp/product/B01N6RMGD2</p> <p>2 - PTFE fittings - https://www.amazon.com/Straight-Pneumatic-Fitting-Fittings-Filament/dp/B079SCZZXD</p> <p>1 - micro switch - https://www.amazon.com/gp/product/B06XFL4MZ2</p> <p>1 - PTFE Tubing x 30mm long - trimmed in runout sensor box during assembly.</p> <p>1 - Wire/connectors for integrating switch to controller.</p> <p>60T Pulley design: <a href="https://www.thingiverse.com/thing:16627">https://www.thingiverse.com/thing:16627</a></p> <p>Filament Runout Instructions AnetA8/Marlin/Octoprint: <a href="https://www.thingiverse.com/thing:3143558">https://www.thingiverse.com/thing:3143558</a></p> <p>This extruder is being setup on a Piper 2 CoreXY running Klipper firmware. Stepper is driven by a DRV8825 at 1/32 Micro-Stepping. Current Klipper extruder step_distance: 0.000963 with a 1000mm long Bowden tube between Extruder and Hot End.</p> <p>Extruder mounted to Piper 2 frame with: <a href="https://www.thingiverse.com/thing:3524983">https://www.thingiverse.com/thing:3524983</a></p> <h3>Print Settings</h3> <p><strong>Printer:</strong></p> <p>Anet A8</p> <p><strong>Rafts:</strong></p> <p>No</p> <p><strong>Supports:</strong></p> <p>No</p> <p><strong>Resolution:</strong></p> <p>0.2mm</p> <p><strong>Filament:</strong> 3D Solutech PLA and PETG</p> <p>Real Black</p> <p><strong>Notes:</strong></p> <p>All parts printed 25% Cubic infill.</p> <p>All parts printed in PLA except arm_new_r2l-rev4.stl and Pulley_T-MXL-XL-HTD-GT2_N-tooth.stl which is PETG.</p> <p>Pulley does not need support.</p> <p>Pulley Cage does not need support.</p> <p>Middle Frame does not need support</p> <p>Lever needs minimal support</p> <p>Front Frame needs minimal support</p> <p>Back Frame needs minimal support.</p> <p>Idler A and B needs minimal support</p> <p>Idler Housing needs to be printed on end and needs support - Part may be modified as clipping to the top_frame is not necessary with the additions of SHCS/Nuts.</p> <h3>Post-Printing</h3> <p><strong>Assembly -</strong></p> <p>See v1 for basic assembly instructions.</p> <p>Idler sub-assembly can be seen in exploded view. Add nut to idler_tension_block and SHCS before assembling. (More updates will follow).</p> <h3>In-Use Printer Settings</h3> <p><strong>Firmware Settings - Marlin/Klipper</strong></p> <p>Here is a starting point for Marlin "e-steps" / Klipper "step_distance" based on the stepper controller's micro-steps</p> <p>I have used the extruder with a DRV8825 set at 1/32 micro-stepping and currently at 1/16 micro-stepping under Klipper. Values are based by measuring and extruded length through a 1000mm long PTFE tube.</p> <p>1/32 micro steps</p> <p>Klipper step_distance: 0.000963</p> <p>Marlin DEFAULT_AXIS_STEPS_PER_UNIT: 1038.4216</p> <p>1/16 micro steps</p> <p>Klipper step_distance: 0.001926</p> <p>Marlin DEFAULT_AXIS_STEPS_PER_UNIT: 519.2108</p> <p>1/8 micro steps</p> <p>Klipper step_distance: 0.000241</p> <p>Marlin DEFAULT_AXIS_STEPS_PER_UNIT: 259.6054</p> <p>1/4 micro steps</p> <p>Klipper step_distance: 0.000120</p> <p>Marlin DEFAULT_AXIS_STEPS_PER_UNIT: 129.8027</p> <p>1/2 step</p> <p>Klipper step_distance: 0.000060</p> <p>Marlin DEFAULT_AXIS_STEPS_PER_UNIT: 64.9013</p> <p>Full step</p> <p>Klipper step_distance: 0.000030</p> <p>Marlin DEFAULT_AXIS_STEPS_PER_UNIT: 32.4507</p> <p><strong>Printing Temps under printing speed</strong></p> <p>The following printing temps were used for PLA with an 85mm long PTFE tube between extruder and hot end:</p> <p>60mm/s = 200C</p> <p>80mm/s = 200C</p> <p>100mm/s = 205-210C</p> <p>120mm/s = 210-215C</p> <p>150mm/s = 215-220C</p> <p><strong>Acceleration and Velocity Settings</strong></p> <p>The belted extruder design intent is for finer control of the filament feed. The ratio of two gears provides a bit more torque over a direct-drive extruder and the belt keeps the extruder running quieter than a gear-to-gear extruder.</p> <p>What I have discovered is that this extruder performs well with a Cartesian printer with appropriate acceleration and velocities. When used on a CoreXY with acceleration of 3000mm/s^2 and a velocity of 300mm/s, I started to see under-extrusion when printing beyond 60mm/s at a layer height of 0.3mm. No issues where noticed at 0.2mm layer height up to 150mm/s print speeds.</p> <p>After lowering acceleration down to 1500mm/s^2 and velocity down to 150mm/s, printing at all speeds and though 0.3mm layer height was good.</p> Category: 3D Printer Extruders
With this file you will be able to print Belted Bowden Extruder with Filament Runout v2 with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on Belted Bowden Extruder with Filament Runout v2.