AnyCubic Predator Silicone Sock
thingiverse
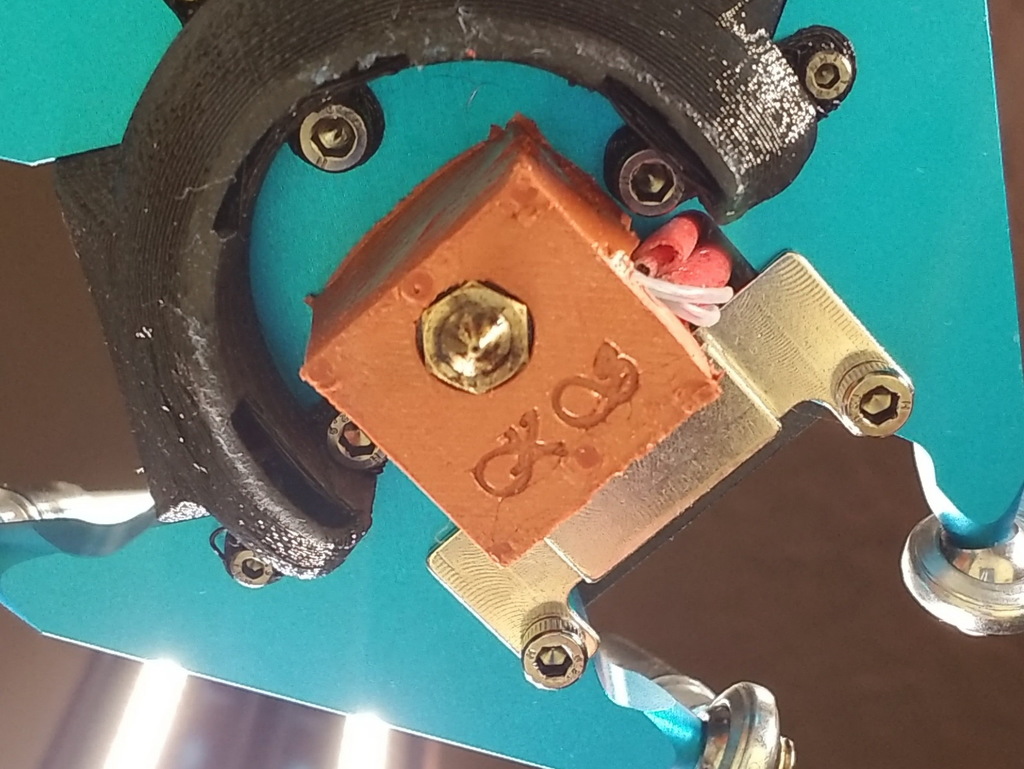
It seems like you're sharing a tutorial on how to create a custom silicone sock mold for a 3D printer, specifically the AnyCubic Predator. Here's a summary of the steps: **Materials Needed:** * Permatex ULTRA COPPER gasket maker (a type of silicone) * Dish soap * A tube squeezer (optional) **Step-by-Step Instructions:** 1. Print the mould parts using a 3D printer, with supports and a skirt. 2. Alter the design if necessary to ensure that the nut can reach the machine screw head on top. 3. Sand or file the parts to ensure a good fit. 4. Test-fit the 20mm M3 in the base to ensure it fits properly. 5. Soak down all mould parts with dish soap before assembling. 6. Assemble the mould by placing the casing on the base, adding silicone to the container, and carefully placing the centre piece on top. 7. Fold in any extra silicone over the top and remove excess silicone or add more as needed. 8. Place the top piece on and ensure that air pockets have been filled. 9. Slowly squeeze the top piece down, removing excess silicone through the vent holes. 10. Use a 20mm M3 machine screw and nut to tighten the parts together. **Tips and Notes:** * Before applying silicone, wipe the mould down with dish soap as a separating compound. * Squeezing the silicone through the tiny spout hole can be difficult; use a tube squeezer if needed. * Assemble the base and casing first, then fill the space with silicone. Place the inner block and press it down slowly, allowing the silicone to squeeze out around the block. * Allow the silicone about 24 hours to cure before disassembling. * The parts should separate fairly easily; trim off any excess silicone using scissors or clippers. * If you encounter issues, don't force the part out of the mould. Instead, leave it another 24 hours and try again. I hope this summary helps! Let me know if you have any questions or need further clarification.
With this file you will be able to print AnyCubic Predator Silicone Sock with your 3D printer. Click on the button and save the file on your computer to work, edit or customize your design. You can also find more 3D designs for printers on AnyCubic Predator Silicone Sock.